содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..
Штанги толкателей двигателей мотоциклов Урал,
Днепр
Штанги толкателей 1 (рис. 2.3) двигателя МТ10-32 изготовлены из
дюралюминиевого прутка с внешним диаметром 8 мм. На конце штанги
напрессованы наконечники из стали. Длина штанги в собранном виде с
наконечником двигателя МТ10-32 составляет 257±1,0 мм, а двигателя МТ
10-32 со стальными толкателями - 252±1,0 мм.
Штанги двигателя М67-36 изготовлены из бесшовной трубы с внешним
диаметром 7 мм, толщиной стенки 1,2 мм (рис. 2.27, поз. 10). Длина
штанги 233±1 мм.
Кожухи штанги 9 (рис. 2.2) представляют собой стальные трубки,
запрессованные в головки цилиндров двигателя МТ 10-32 и в цилиндры
двигателя М67-36.
Ремонт штанг толкателей двигателей мотоциклов Урал, Днепр
Демонтированные штанги проверяются на выработку их концов и наличие
других дефектов, а также их прямолинейность. В случае выработки концов -
штанги заменяются новыми. Незначительный износ на торце можно устранить
шлифованием. Шероховатость после обработки должна быть не ниже 8 класса.
Толкатели двигателей и МТ 10-32, у которых выявлен износ сферической
поверхности, соприкасающейся со сферой штанги необходимо заменить.
При наличии выработки цилиндрической части замеряют диаметр
направляющего отверстия в картере (или втулке) и диаметр толкателя, если
зазор между толкателем и направляющей превышает 0,15 мм, то заменяют
толкатель, чтобы в сопряжении был зазор в пределах 0,020 -0,070 мм.
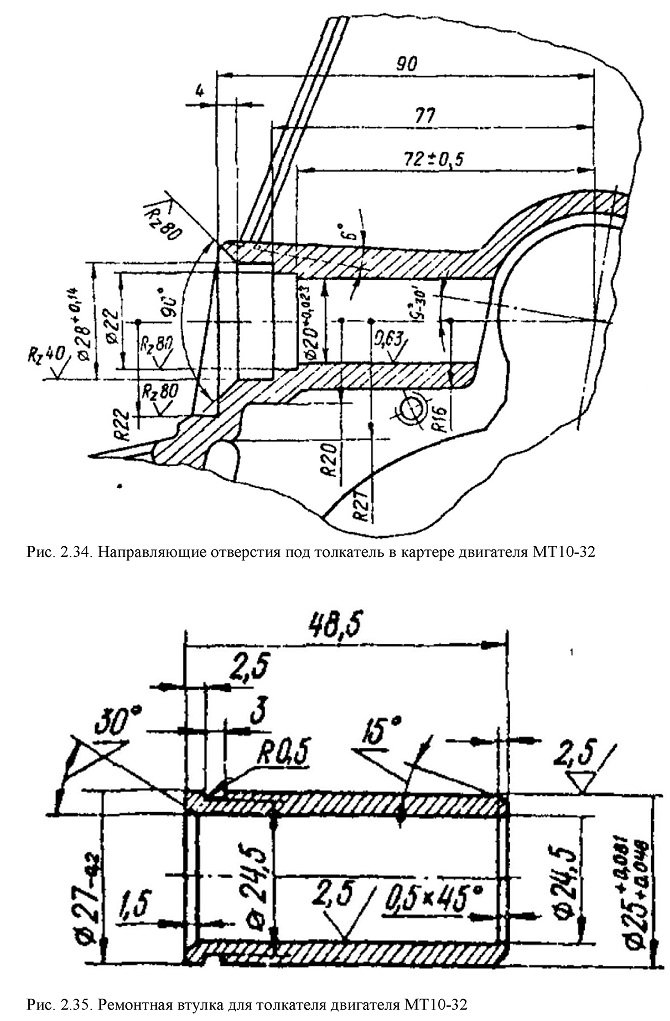
Если после замены толкателя нельзя обеспечить этот зазор из-за большого
износа стенок отверстия под толкатель, на двигателе МТ10-32
устанавливают ремонтную втулку (рис. 2.35). Для этого отверстие под
толкатель в картере двигателя МТ 10-32 (рис. 2.34) растачивают так:
диаметр 20 мм до 25+0,033 мм, диаметр 22 мм до 27,5 мм, запрессовывают
втулку (рис. 2.35) из алюминиевого сплава. После запрессовки втулку
растачивают до диаметра 20+0,023 мм под новый толкатель, обеспечивая
необходимую шероховатость поверхности, допускается использование старых
толкателей. Их шлифуют до диаметра 19,8+0’002мм, а новые втулки
растачивают до диаметра
19 8+0,023 мм. Втулку толкателя можно устанавливать не с натягом по
скользящей посадке. В этом
случае ее изготавливают с окончательными размерами: внешний диаметр 25
мм, внутренний -
20+0,023 мм (под новый толкатель). После установки в картер втулку
фиксируют винтом или стопорным кольцом.
Для двигателей М67-36 и К-750М - заменяют направляющую втулку.
Коромысла клапанов двигателей мотоциклов Урал,
Днепр
Коромысла клапанов 21 и 29 (рис. 2.2) двигателя МТ10-32 отлиты из стали.
Правое и левое коромысло отличаются друг от друга. Соотношения плеч ей
коромысел составляет 1,47:1. В отверстие ступицы коромысла запрессована
втулка из бронзы. Коромысла устанавливаются на стальной
термообработанной втулке, оси которых крепятся в стояках головки
цилиндра. Коромысла клапанов на осях двигателя М67-36 двигаются без
вставных бронзовых втулок, оси коромысла клапанов стальные.
Коромысла собираются в следующем порядке: в кронштейн 3 (рис. 2.36)
запрессовать конец оси 4 коромысла, которое не имеет отверстия для
смазки;
- совместить выемку в оси с отверстием в кронштейне, смазать моторным
маслом;
- на ось последовательно надеть упорную шайбу 6, коромысло 1,5 (большим
плечом коромысла ближе к запрессованному кронштейну (пружинную шайбу 2
изгибом в сторону не запрессованного кронштейна);
- запрессовать второй кронштейн коромысла на другой конец оси, которая
имеет отверстие для смазки, совмещая выемку в оси с отверстием в
кронштейне;
- регулировочный болт закрутить в коромысло как можно больше и навинтить
контргайку.

Рис. 2.36. Коромысла двигателя М67-36 в сборе: а - правое; б - левое
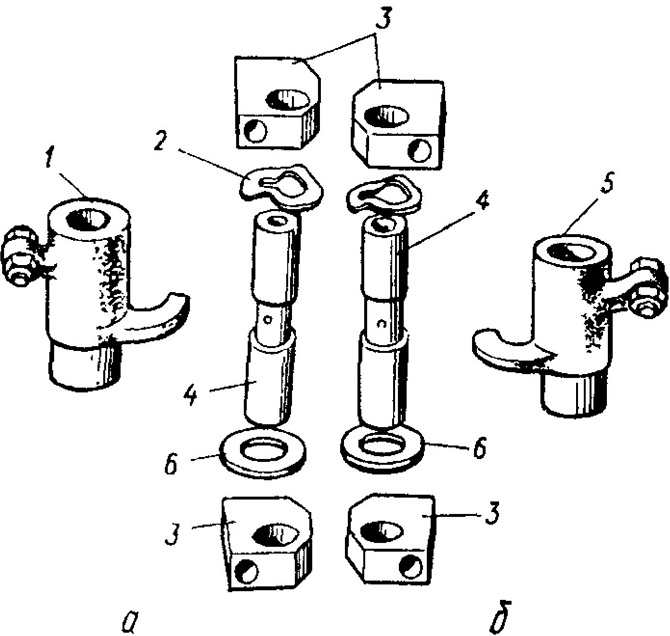
Рис. 2.36. Коромысла двигателя М67-36 в сборе: а - правое; б - левое
содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..