Nissan Primera P11. Manual - part 414
b.
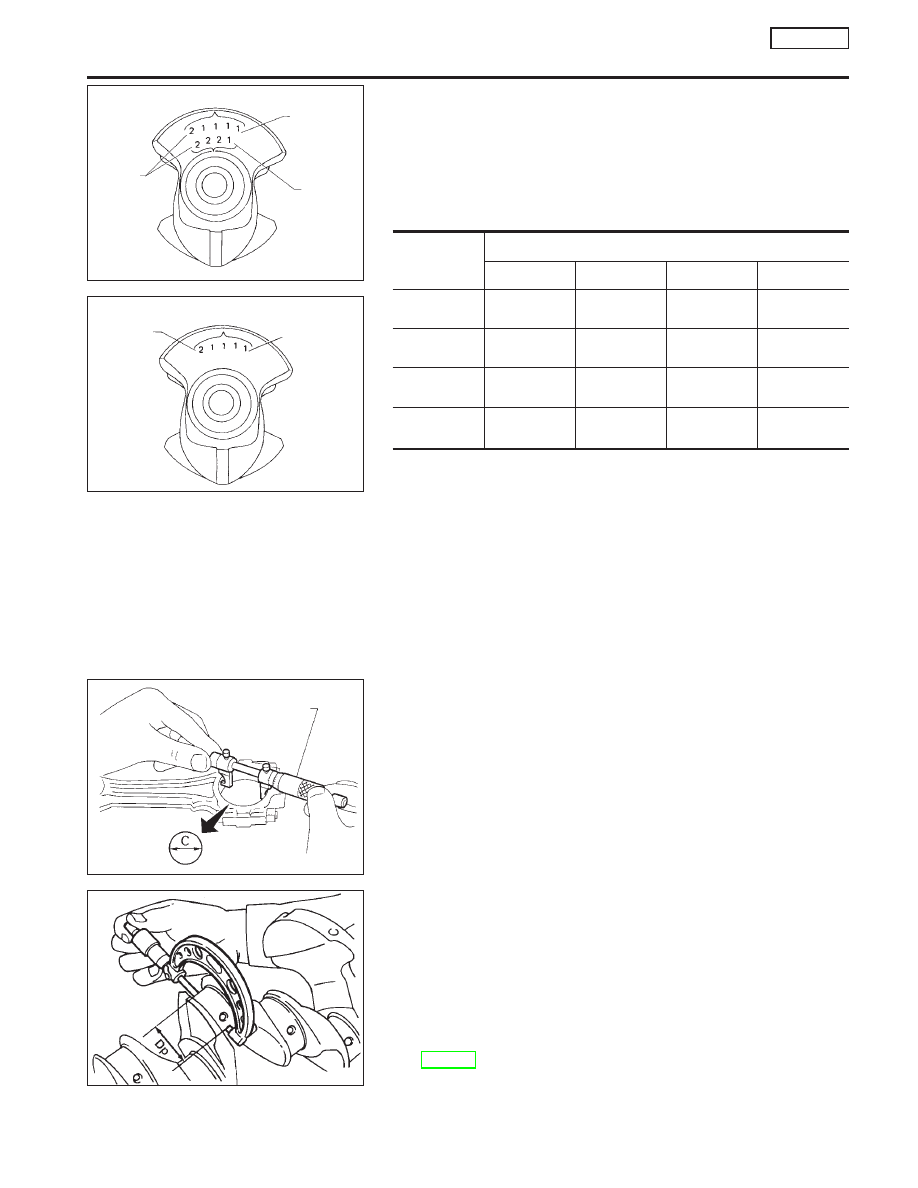
Grade number of each crankshaft main journal is punched on
the respective crankshaft. These numbers are punched in
either Arabic or Roman numerals.
c.
Select main bearing with suitable thickness according to the
following table.
How to select main bearings
(Identification mark and color)
Crankshaft
main journal
grade number
Cylinder block main journal grade number
0
1
2
3
0
0
(A, Black)
1
(B, Red)
2
(C, Green)
3
(D, Yellow)
1
1
(B, Red)
2
(C, Green)
3
(D, Yellow)
4
(E, Blue)
2
2
(C, Green)
3
(D, Yellow)
4
(E, Blue)
5
(F, Pink)
3
3
(D, Yellow)
4
(E, Blue)
5
(F, Pink)
6
(G, White)
For example:
Main journal grade number: 1
Crankshaft journal grade number: 2
Main bearing grade number = 1 + 2
= 3 (D, Yellow)
Connecting rod bearing (Big end)
1.
Install connecting rod bearing to connecting rod and cap.
2.
Install connecting rod cap to connecting rod.
Tighten bolts to the specified torque.
3.
Measure inner diameter “C” of each bearing.
4.
Measure outer diameter “Dp” of each crankshaft pin journal.
5.
Calculate connecting rod bearing clearance.
Connecting rod bearing clearance = C − Dp
Standard:
0.020 - 0.045 mm (0.0008 - 0.0018 in)
Limit:
0.065 mm (0.0026 in)
6.
If it exceeds the limit, replace bearing.
7.
If clearance cannot be adjusted within the standard of any
bearing, grind crankshaft journal and use undersized bearing.
Refer to step 7 of “BEARING CLEARANCE − Main bearing”
(EM-114).
SEM013D
Type I
Main journal grade number
No. 5
No. 4
No. 1
Crankshaft
front view
SEM203D
Type II
Main journal grade number
No. 1
No. 5 journal
Crankshaft
front view
AEM027
Inside micrometer
AEM028
CYLINDER BLOCK
SR20DE
Inspection (Cont’d)
EM-115