содержание .. 93 94 95 96 ..
Nissan GT-R. Manual - part 95
EM-28
< SERVICE DATA AND SPECIFICATIONS (SDS)
SERVICE DATA AND SPECIFICATIONS (SDS)
SERVICE DATA AND SPECIFICATIONS (SDS)
SERVICE DATA AND SPECIFICATIONS (SDS)
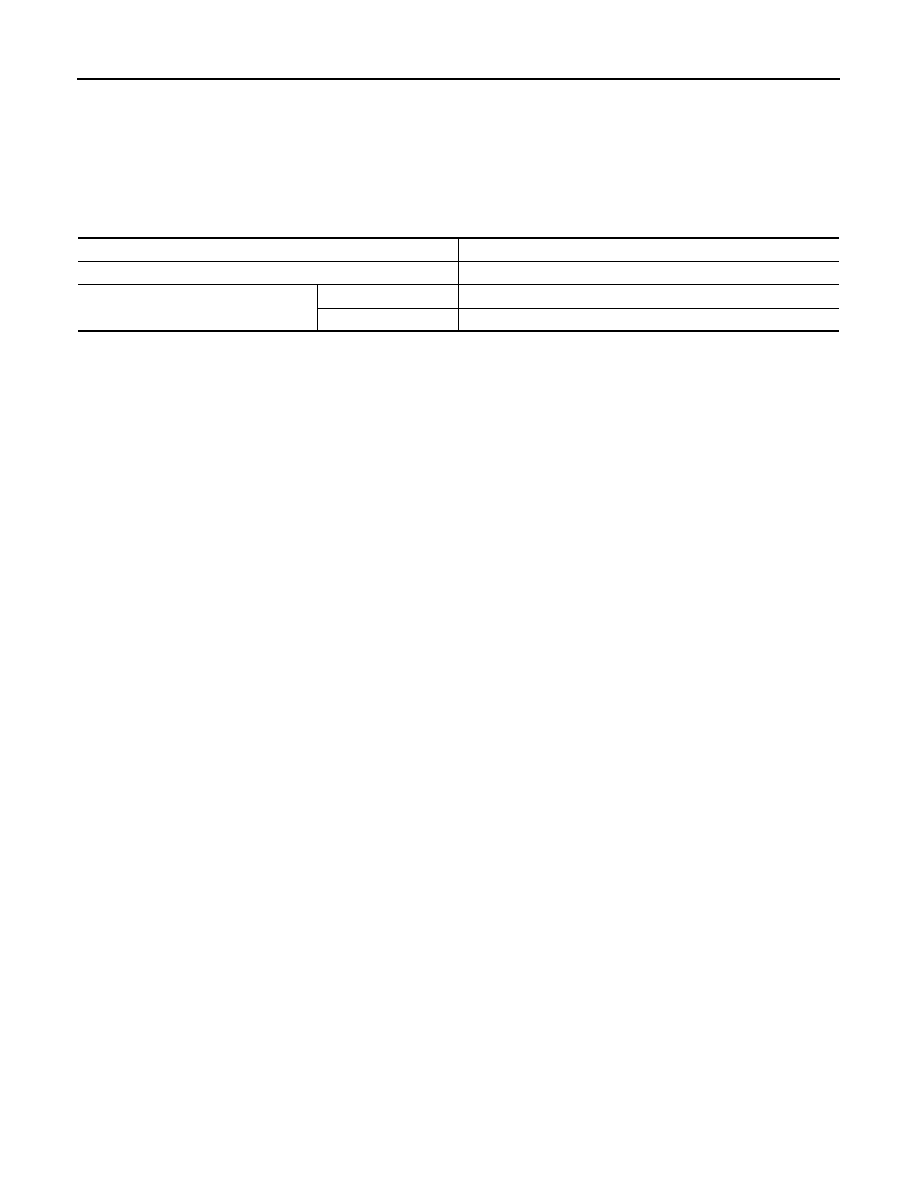
Spark Plug
INFOID:0000000009162879
SPARK PLUG
Unit: mm (in)
Make
NGK
Standard type
DILKAR8A8
Gap (Nominal)
Standard
0.7 - 0.8 (0.028 - 0.031)
Limit
1.0 (0.039)