Mitsubishi Outlander XL. Manual - part 26
ZB6001100000
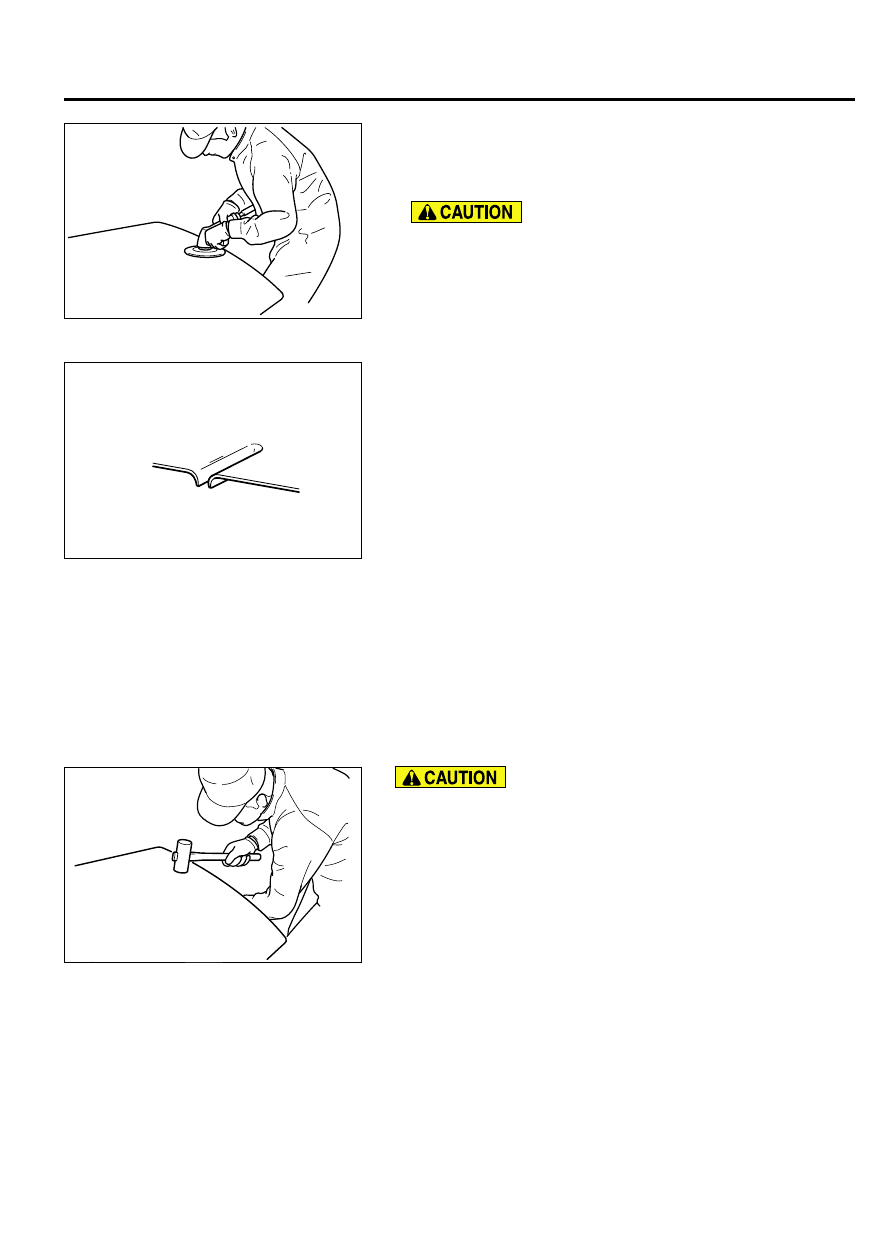
4.
Sanding: Grind the surface with a disk sander or a double-
action sander.
⦆
Disk sander: #100 to #120
⦆
Double-action sander: #150 to #180
Aluminum plates are softer than steel sheets, therefore
select an appropriate abrasive to prevent the surface from
deeply scratched. The heating temperature should be
approximately 250°C (482°F).
Correction of cuts and cracks
ZB6001210000
If cuts, cracks, or holes occur in a steel sheet panel, MIG welding
with CO2is used for repair. However, for an aluminum panel, use
MIG or TIG welding with argon gas (inert gas) as shielding gas
for repair.
DEGREE OF DISTORTION CAUSED BY WELDING
Gas welding (a large amount of distortion) TIG welding MIG
welding (a small amount of welding). This manual explains the
operation procedure of MIG welding which causes a small
amount of distortion by welding heat.
Operation procedure of MIG welding
ZB600118
0000
⦆
Be careful to avoid excessive stretch of or damage to the
panel.
⦆
Minimize the gap of the butt joint.
1.
Correct the damaged area by hammering lightly while heating
it. If any area is stretched by hammering, grind it off with a
pneumatic saw.
WELDED PANEL REPLACEMENT
3-53
ALUMINUM PANEL