Dodge Neon / Neon SRT-4. Manual - part 240
NOTE: Piston and rods are serviced as an assem-
bly.
(10) Repeat procedure for each piston and connect-
ing rod assembly.
(11) Remove piston rings (Refer to 9 - ENGINE/
ENGINE BLOCK/PISTON RINGS - REMOVAL).
INSTALLATION
(1) Install piston rings on piston (Refer to 9 -
ENGINE/ENGINE
BLOCK/PISTON
RINGS
-
INSTALLATION).
(2) Before installing pistons and connecting rod
assemblies into the bore, ensure the compression ring
gaps are staggered, and neither is in line with the oil
ring rail gap (Fig. 84).
(3) Before installing the ring compressor, ensure
the oil ring expander ends are butted and the rail
gaps are located as shown in (Fig. 84). As viewed
from top.
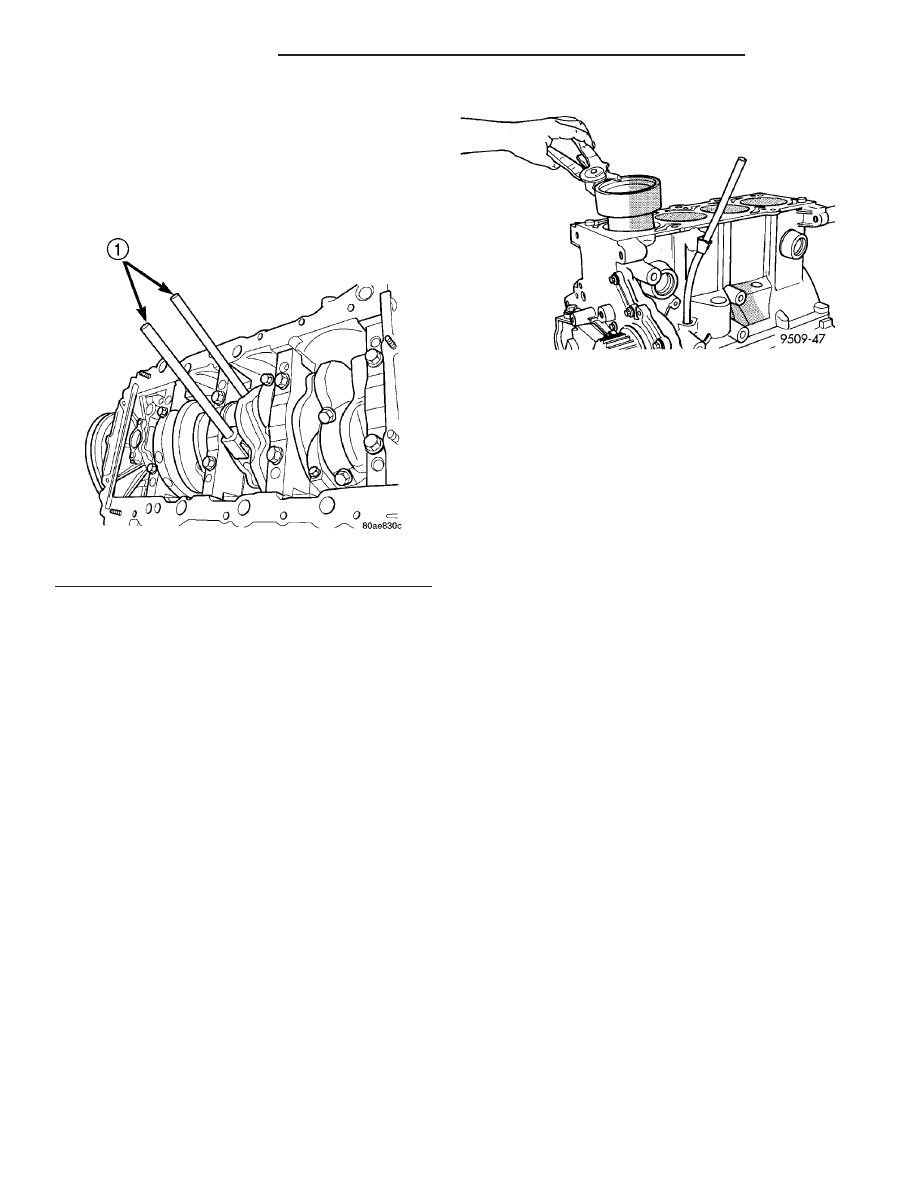
(4) Immerse the piston head and rings in clean
engine oil, slide the ring compressor, over the piston
(Fig. 77). Be sure position of rings does not
change during this operation.
(5) The weight stamp designation L or H will be in
the front half of the piston should face toward the
front of the engine (Fig. 74).
(6) Rotate crankshaft so that the connecting rod
journal is on the center of the cylinder bore. Lubri-
cate connecting rod journal with clean engine oil.
(7) Install connecting rod upper bearing half into
connecting rod. Install Special Tool 8189, connecting
rod guides onto connecting rod (Fig. 76).
(8) Insert rod and piston assembly into cylinder
bore and carefully guide rod over the crankshaft jour-
nal.
(9) Tap the piston down in cylinder bore, using a
hammer handle. At the same time, guide connecting
rod into position on connecting rod journal.
(10) Remove Special Tool 8189, connecting rod
guides.
NOTE: The connecting rod cap bolts should not be
reused.
(11) Before installing the NEW bolts, the threads
should be coated with clean engine oil.
(12) Install connecting rod lower bearing half into
connecting rod cap. Install connecting rod cap.
(13) Install each bolt finger tight then alternately
torque each bolt to assemble the cap properly.
(14) Tighten the connecting rod bolts using the 2
step torque-turn method. Tighten according to the
following values:
CAUTION: Do not use a torque wrench for the sec-
ond step.
1. Tighten the bolts to 27 N·m (20 ft. lbs.).
2. Tighten the connecting rod bolts an additional
1/4 TURN.
(15) Using a feeler gauge, check connecting rod
side clearance (Fig. 78). (Refer to 9 - ENGINE -
SPECIFICATIONS) for connecting rod side clearance.
(16) Install
the
cylinder
head
(Refer
to
9
-
ENGINE/CYLINDER HEAD - INSTALLATION).
(17) Install the oil pan (Refer to 9 - ENGINE/LU-
BRICATION/OIL PAN - INSTALLATION).
Fig. 76 Connecting Rod Guides—Typical
1 - SPECIAL TOOL 8189 CONNECTING ROD GUIDES
Fig. 77 Installing Piston
9 - 54
ENGINE 2.0L SOHC
PL/SRT-4
PISTON & CONNECTING ROD (Continued)