DAF CF65, CF75, CF85 Series . Manual - part 910
©
200423
2-25
Inspection and adjustment
BRAKE SYSTEM AND COMPONENTS
ΧΦ65/75/85 series
6
5
2.17 INSPECTION, BRAKE DRUMS
For reasons of preservation, brake drums of new
vehicles must be cleaned with a cleaning agent.
The brake drums must be lifted using a hoist.
This is because there is a risk of limbs getting
trapped.
Always be careful when braking with new brake
drums and brake linings.
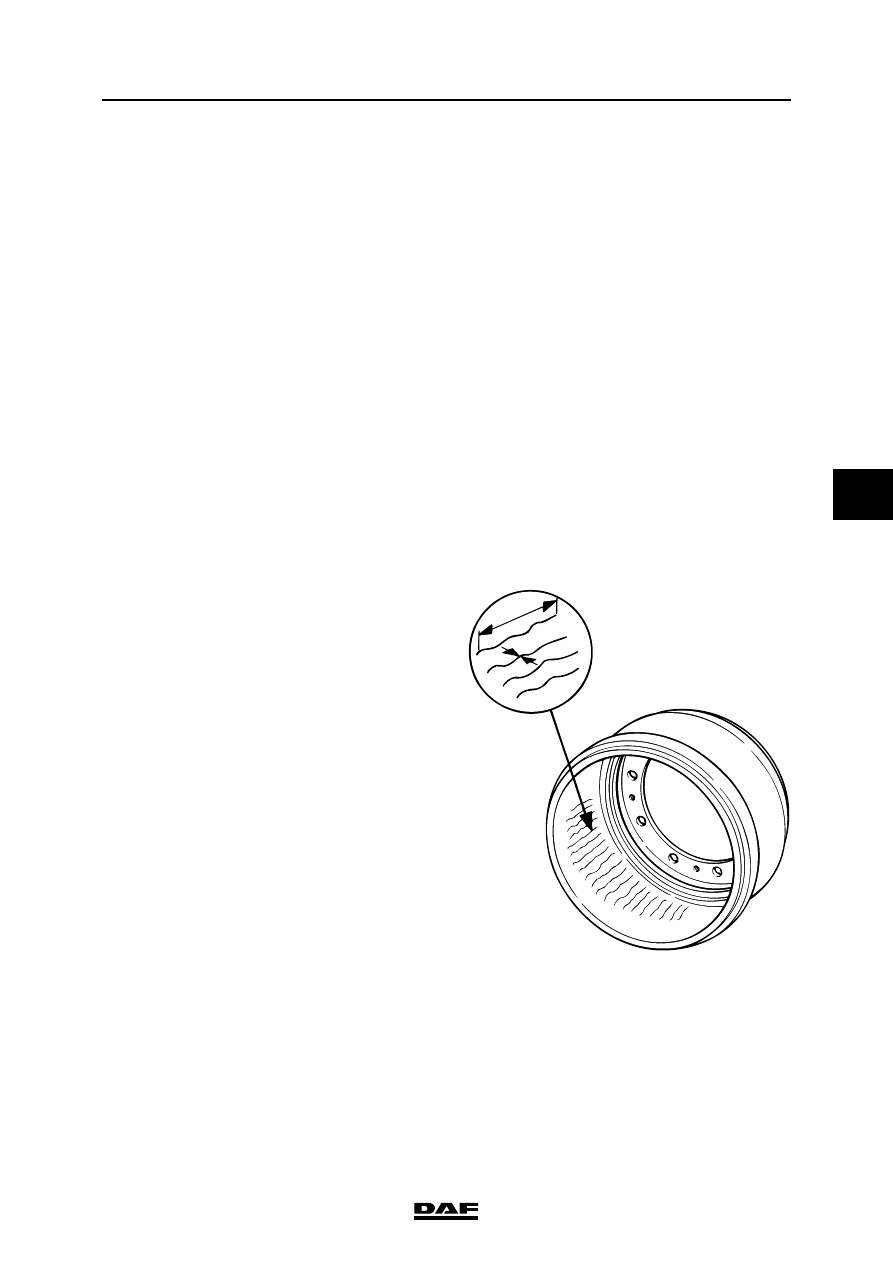
A brake drum which is thermally overloaded will
show heat cracks. These heat cracks will become
larger and deeper the longer the drum is used.
Thermal stress will thus increase the formation of
cracks.
Thermal stress may be caused by:
-
poor braking force distribution
-
seized brakes
-
jammed brake shafts or brake cylinders
-
insufficient clearance between brake lining
and brake drum with new brake linings
-
continuous application of the service brake
whilst driving.
Cracks that are permissible must be capable of
being removed when the drum is reconditioned.
See "Technical data".
If the cracks cannot be completely removed
during reconditioning of the brake drums,
accelerated brake lining wear can be expected.
If the brakes are once again thermally
overloaded, the edges of the cracks will rise
again, which will result in premature wear of the
lining, due to abrasion.
A brake drum may also show burns and local
hardened spots, also caused by high
temperatures.
Where the structure of the brake drum material
has changed, these burns must be removed by
reconditioning and grinding.
If the spots cannot be removed, braking will
always be accompanied by vibrations.
The brake linings will always first show rough
wear grooves at the respective spots.
A brake drum may be used until the internal
diameter has reached the maximum value.
See "Technical data".
As soon as this diameter is exceeded, the brake
drum must be replaced.
R 6 00 128
50
0.7