Chrysler Crossfire. Manual - part 654
4. Discard the end cover (3) and the rear crankshaft oil seal (1)
5. Clean the engine block and the oil pan gasket surfaces.
INSTALLATION
Note: The rear crankshaft oil seal cannot be replaced separately. The end cover and seal are assembled at
the factory and must be replaced as a set.
Note: Parts requiring sealer must be assembled
within ten minutes after applying sealer.
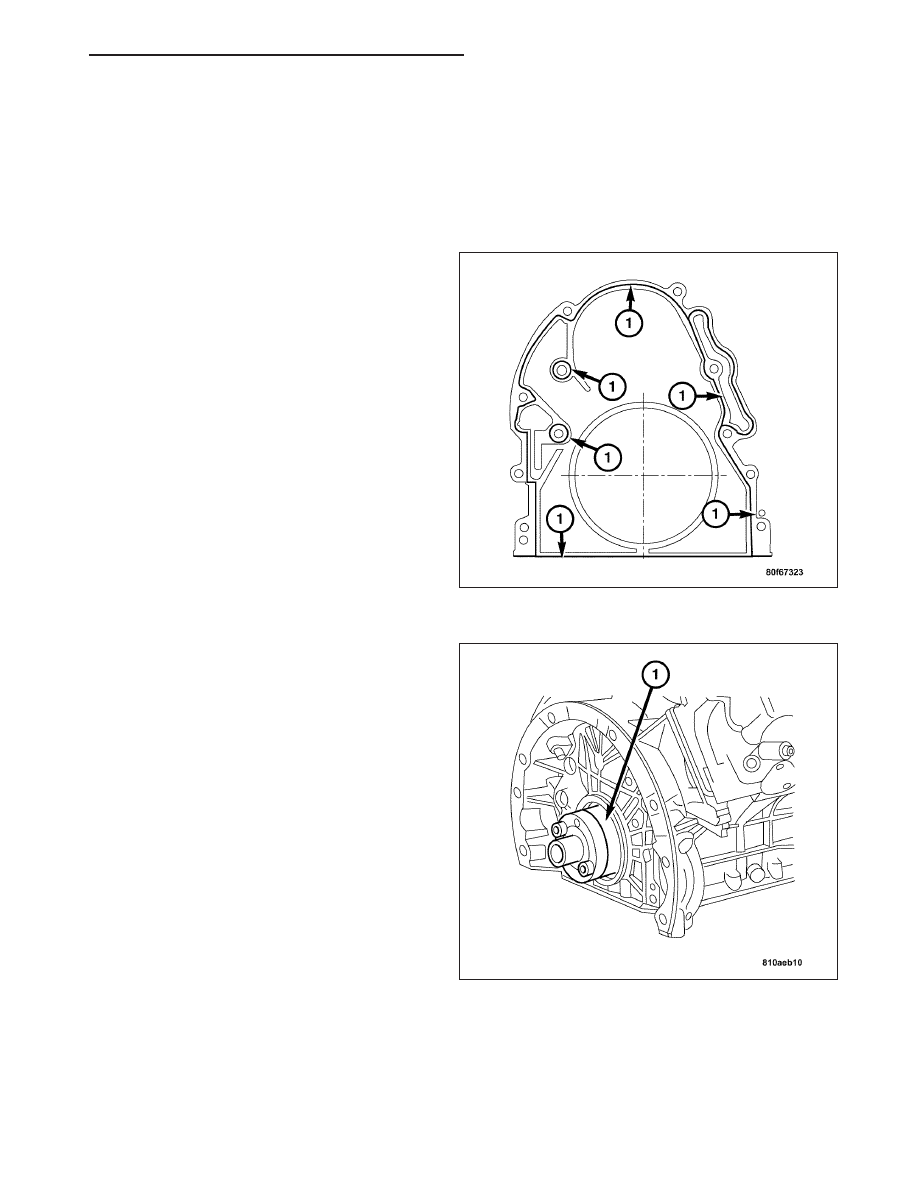
1. Apply a 1.5 mm to 2 mm bead of Loctite 5203
sealer only where shown (1) on the new end cover.
2. Install the new end cover (without seal installed)
and the end cover retaining bolts. Tighten the bolts
to 10 N·m (89 in. lbs.).
Note: Ensure the edge of the mounting hole
around the entire circumference for the rear crank-
shaft oil seal is clean and free of burrs.
Note: Ensure that the sealing lip of the rear crank-
shaft oil seal is not damaged or compressed.
Note: The circumference and the sealing lip of the
rear crankshaft oil seal, as well as the mating con-
tact surface MUST be free of oil and grease.
Note: The rear crankshaft oil seal must be posi-
tioned at right angles to the crankshaft to assure
proper sealing.
3. Using Special Tool 9100 Rear Seal Installer (1),
install the rear crankshaft oil seal into the new end
cover.
Note: The distance between the edge of the end cover and the rear crankshaft oil seal must be approxi-
mately 1 mm. (.039 in.) around the entire circumference.
4. Remove Special Tool 9100 Rear Seal Installer.
5. Install the flywheel. (Refer to 9 - ENGINE/ENGINE BLOCK/FLEX PLATE - INSTALLATION).
ZH
ENGINE - 3.2L SERVICE INFORMATION
9 - 761