содержание .. 38 39 40 41 ..
Тепловоз ТЭМ18ДМ. Инструкция по эксплуатации (2009 год) - часть 40
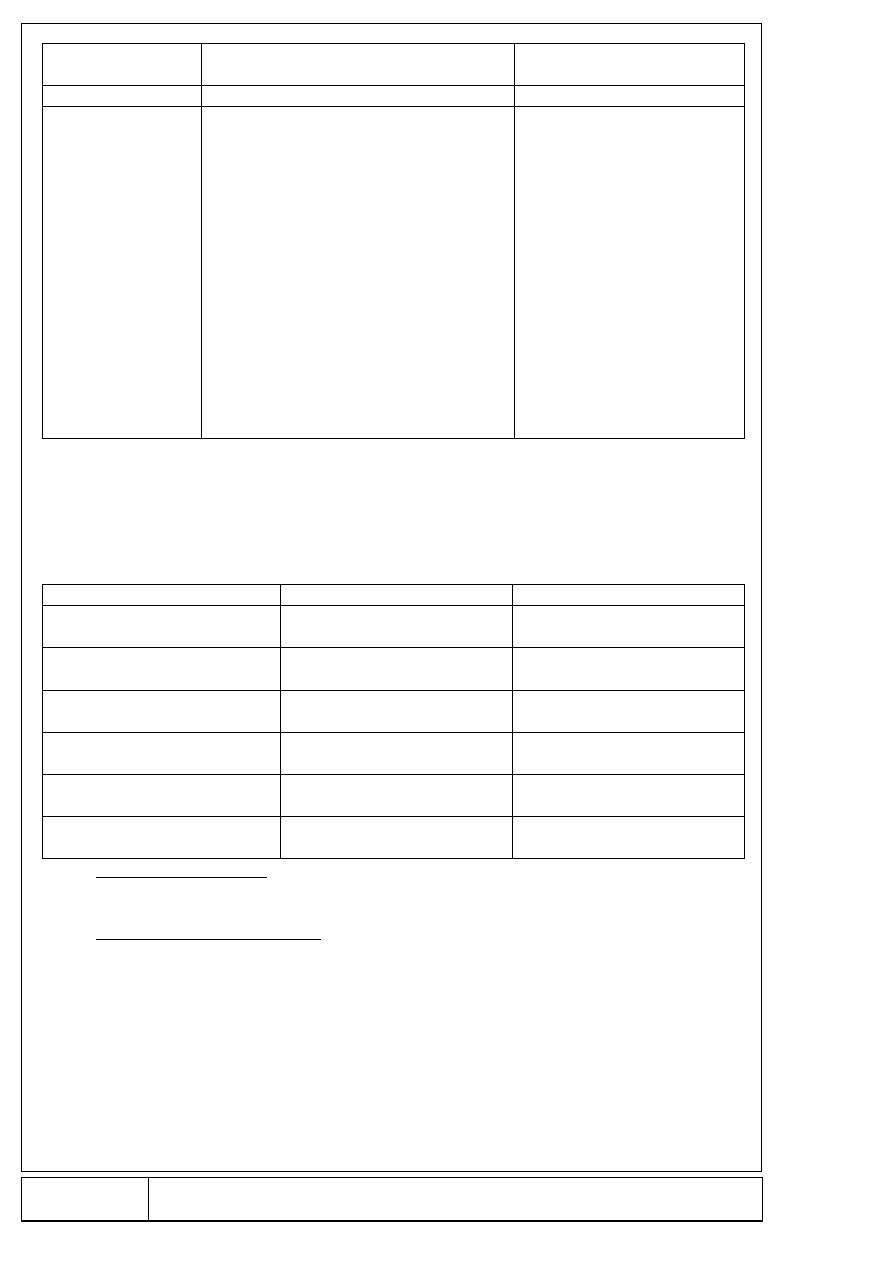
Наименование
неисправности
Вероятная причина
Способ устранения
поршня или втулкой шатуна
Стук клапанов
Большой зазор между шатунной
шейкой коленчатого вала и
вкладышами головки шатунов;
Выход из строя
шарикоподшипников коленчатого
вала (одного или двух)
Поломка пластин клапана 2 и 3
(рисунок 4 и 5);
Ослабление или излом клапанных
пружин 4 (рисунок 4 и 5);
Вместо всасывающего клапана
поставлен в перевернутом
положении нагнетательный клапан
Отрегулировать зазор
прокладками или
перелить вкладыши
Заменить подшипник (или
оба подшипника)
Заменить сломанные
пластины
Заменить пружины
Запрещается ставить
нагнетательные клапаны
вместо всасывающих;
устранить
ненормальность
9. Техническое обслуживание и ремонт
Технические, профилактические осмотры и периодические ремонты
являются основными мероприятиями, обеспечивающими содержание
компрессора в постоянно исправном состоянии.
Вышеуказанные осмотры должны неуклонно выполняться и проводиться в
сроки, приведенные ниже:
Вид осмотра, ремонта
Компрессоры тепловозов Остальные компрессоры
Технический осмотр
Не реже одного раза в
течение двух суток
Профилактический
осмотр
Не более 10 тыс. км
пробега
Через каждые 15 дней
работы
Малый периодический
ремонт
Не более 50 тыс. км
пробега
Через каждые 3 месяца
работы
Большой периодический
ремонт
Не более 150 тыс. км
пробега
Через 1 год работы
Подъемочный ремонт
Не более 300 тыс. км
пробега
Через 2 года работы
Заводской (капитальный)
ремонт
Не более 750 тыс. км
пробега
Через 6 лет работы
Технический осмотр
При техническом осмотре производятся те же операции, что и при
подготовке к пуску и устраняются замеченные дефекты.
Профилактический осмотр
При этом виде осмотра выполняют все работы, предусмотренные
техническим осмотром, и кроме этого, у нового компрессора, а также бывшего в
большом, подъемочном и заводском ремонтах после 7—8 дней работы (5000 км
пробега) и на первом профилактическом осмотре, сменяют масло в картере
компрессора.
Смену масла производят следующим образом: сливают масло из картера,
открывают две боковые крышки, очищают внутреннюю полость картера,
промывают картер и масляный фильтр керосином или промывочным маслом,
протирают их чистыми салфетками, ставят боковые крышки, подложив под них
прокладки, и заливают свежее масло
246