содержание .. 30 31 32 33 ..
Тепловоз ТЭМ18ДМ. Инструкция по эксплуатации (2009 год) - часть 32
д) обмерить втулку цилиндра, установленную в блоке в четырех – пяти
поясах по высоте и взаимноперпендикулярно в каждой плоскости, при этом допуск
овальности и конусности втулки должен быть не более 0,03 мм для новой втулки и
не более 0,2 мм для работающей втулки;
е) установить фланцевые приспособления, закрывающие водоперепускные
отверстия в блоке вокруг втулки и опрессовать блок в сборе с втулками
цилиндров водой под давлением 0,3 – 0,5 МПа (3-5 кгс/см
2
) в течение 20 минут.
При опрессовке удалить воздух через клапаны в приспособлениях до
появления из них воды, затем обдуть все наружные поверхности сжатым
воздухом и проверить отсутствие просачивания воды через уплотнения
цилиндровых втулок и стенки блока.
3.4.6 Насос топливный
3.4.6.1 Замена секции топливного насоса
При выходе из строя в эксплуатации секции топливного насоса
(заклинивание плунжера, трещина в гильзе плунжера, трещина в корпусе секции и
др.) заменить секцию топливного насоса в сборе.
Замену секции топливного насоса производить в следующем порядке:
а) провернуть коленчатый вал по ходу так, чтобы при движении плунжера в
снимаемой секции от нижнего положения вверх риски на окне и на стакане секции
совпали (рисунок 51). До полной замены секции положение коленчатого вала не
менять;
б) отсоединить шток сервомотора регулятора от рычажной передачи к
рейкам, для чего вынуть палец на штоке сервомотора;
в) рукой вывести рейки до упора в ограничитель подачи топлива;
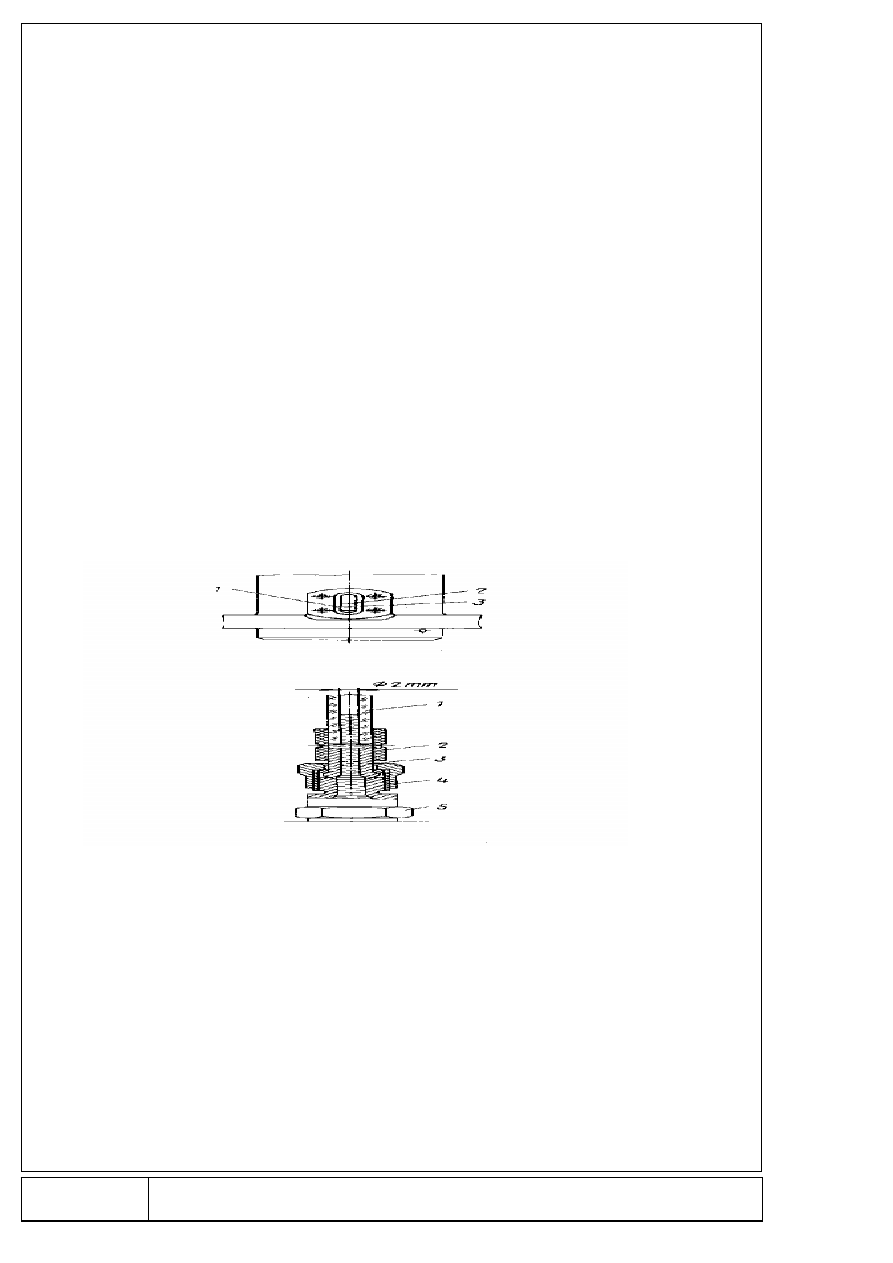
1 – риска на окне секции; 2 – риска на стакане; 3 – смотровое окнов) рукой
вывести рейки до упора в ограничитель подачи топлива;
Рисунок 51 – Смотровой люк секции топливного насоса.
г) отсоединить от секции трубку высокого давления, отсоединить секцию от
коллектора, регулировочное звено от рейки, отвернуть гайки крепления секции и
снять секцию. Открытые места топливных трубок, картера топливного насоса
предохранить от попадания грязи, на штуцер снятой секции наденьте защитный
колпачок;
д) в собранном насосе рейка должна перемещаться легко.
Для обеспечения этого установку новой секции производить в следующем
порядке: предварительно затянуть гайки крепления фланца секции и соединить
118