содержание .. 29 30 31 32 ..
Тепловоз ТЭМ18ДМ. Инструкция по эксплуатации (2009 год) - часть 31
разбираемых узлов, а также подберите необходимый инструмент и
приспособления (приложение 10.10).
3.2.2 Пользуйтесь только исправными приспособлениями и инструментом.
Выполняйте меры безопасности по подъему и транспортировке деталей и узлов
Дизель-генератора.
3.2.3 Проверьте грузоподъемные средства на предмет допуска к пользованию
ими.
3.2.4 При ремонтных работах, связанных с прогреванием масла (например
для прогревания подшипников качения), пользуйтесь только электрическими
грелками, при этом заземлите раму дизеля.
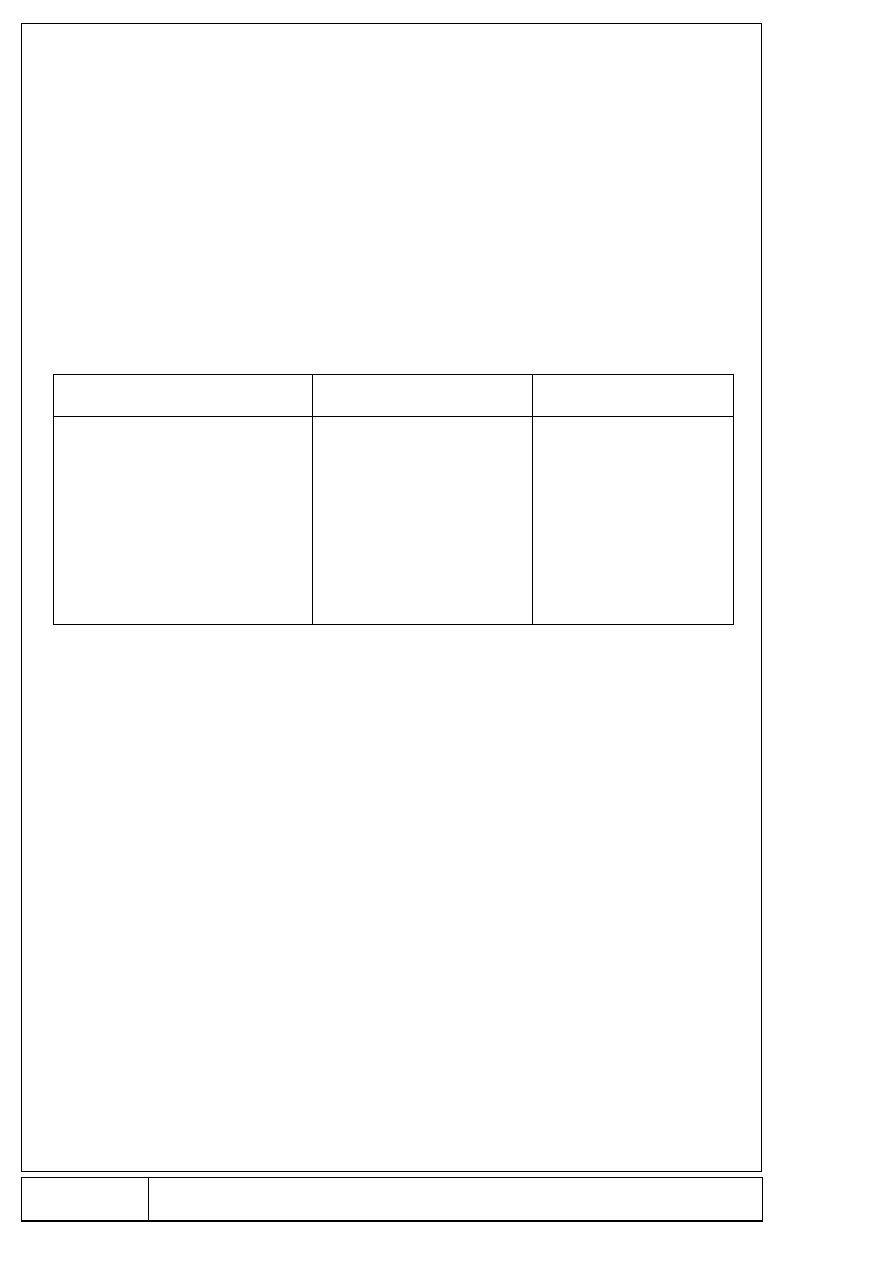
3.3 Виды и периодичность технических обслуживаний и текущих ремонтов
Виды обслуживания и
ремонтов
Маневровая работа
Поездная работа
ТО-1 ежедневное
обслуживание
ТО-2 техническое
обслуживание
ТО-3 техническое
обслуживание
ТР-1 текущий ремонт
ТР-2 текущий ремонт
ТР-3 текущий ремонт
через 20 ч
через 120 ч
через 40 суток
через 9 месяцев
через 18 месяцев
через 36 месяцев
через 20 ч
через 50 ч
через 500 ч
через 3000 ч
через 6000 ч
через 12000 ч
Перечень и объем работ, приуроченный к видам технического обслуживания
и текущих ремонтов, приведен в таблице 11.
102