ATV Honda TRX350 TM/TE, TRX350 FM/FE. Service Manual - part 8
−
−
INSPECTION
CYLINDER HEAD/VALVE
TOOL:
Valve guide driver, 5.5 mm
TOOL:
Valve guide reamer, 5.5 mm
7-8
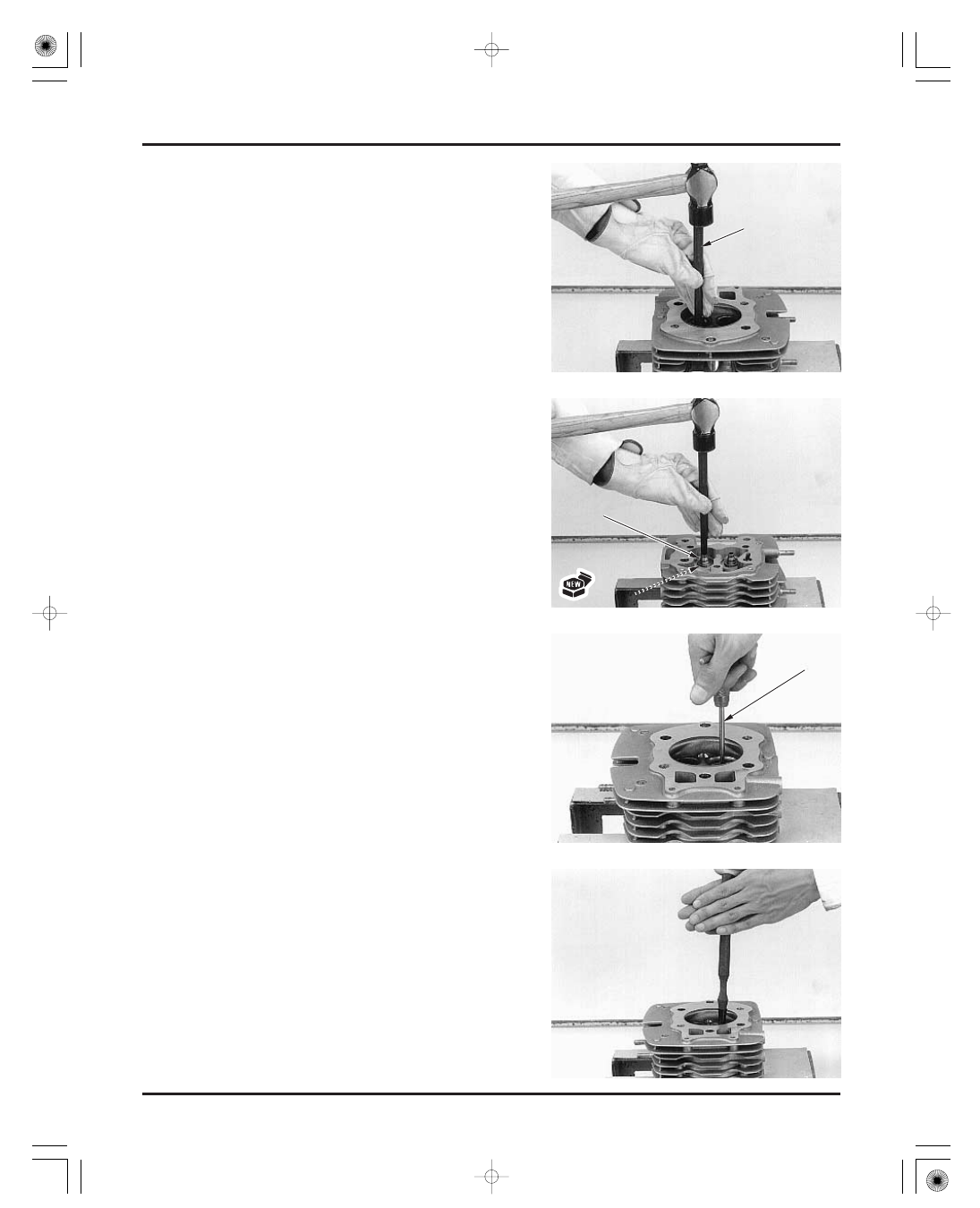
VALVE GUIDE REPLACEMENT
VALVE SEAT INSPECTION/REFACING
Use cutting oil on the reamer during this operation.
Clean the cylinder head thoroughly to remove any
metal particles after reaming and reface the valve
seat (see below).
Clean all intake and exhaust valves thoroughly to
remove carbon deposits.
Apply a light coating of Prussian Blue to each valve
seat.
Tap the valve against the valve seat several times
without rotating the valve, to check for proper valve
seat contact.
Install new O-rings onto the new valve guides.
Drive the new valve guides in the cylinder head
from the rocker arm side using the same tool while
the cylinder head is still heated.
Let the cylinder head cool to room temperature.
Ream the new valve guides.
Insert the reamer from the combustion chamber
side of the head and always rotate the reamer
clockwise.
07984-2000001 or
07984-200000D
(U.S.A. only)
Chill new valve guides in the freezer section of a
refrigerator for about an hour.
Heat the cylinder head to 130
140°C (275
290°F)
with a hot plate or oven. Do not heat the cylinder
head beyond 150°C (300°F). Use temperature
indicator sticks, available from welding supply
stores, to be sure the cylinder head is heated to the
proper temperature.
Support the cylinder head and drive the valve
guides out of the cylinder head from the
combustion chamber side.
07742-0010100
O
O
-
-
R
R
I
I
N
N
G
G
V
V
A
A
L
L
V
V
E
E
G
G
U
U
I
I
D
D
E
E
D
D
R
R
I
I
V
V
E
E
R
R
V
V
A
A
L
L
V
V
E
E
G
G
U
U
I
I
D
D
E
E
R
R
E
E
A
A
M
M
E
E
R
R
T ake care not to
tilt or lean the
reamer in the
guide while
reaming.
Be sure to wear
heavy gloves to
avoid burns when
handling the
heated cylinder
head.
Using a torch to
heat the cylinder
head may cause
warpage.
03/01/08 09:46:00 61HN400D_015