Hyundai Excavator R210LC-7. Service and repair manual - page 34
8-101
B : ADJUSTING BALL BEARINGS
Ball bearings(22) must be given a correct
pressure to serve its full life. If a part that
affects the bearing pressure is replaced,
therefore, readjust the bearing pressure
according to the following procedure.
Take notice when motor is reassembled
ensure that all adjustments are absolutely
correct. Failure to have correct
adjustments will result in damage to the
motor early in use.
Parts that affect the bearing pressure
include: Hub(1), spindle assembly and ball
bearings(21).
Confirm and readjust the ball bearings
pressure as follows:
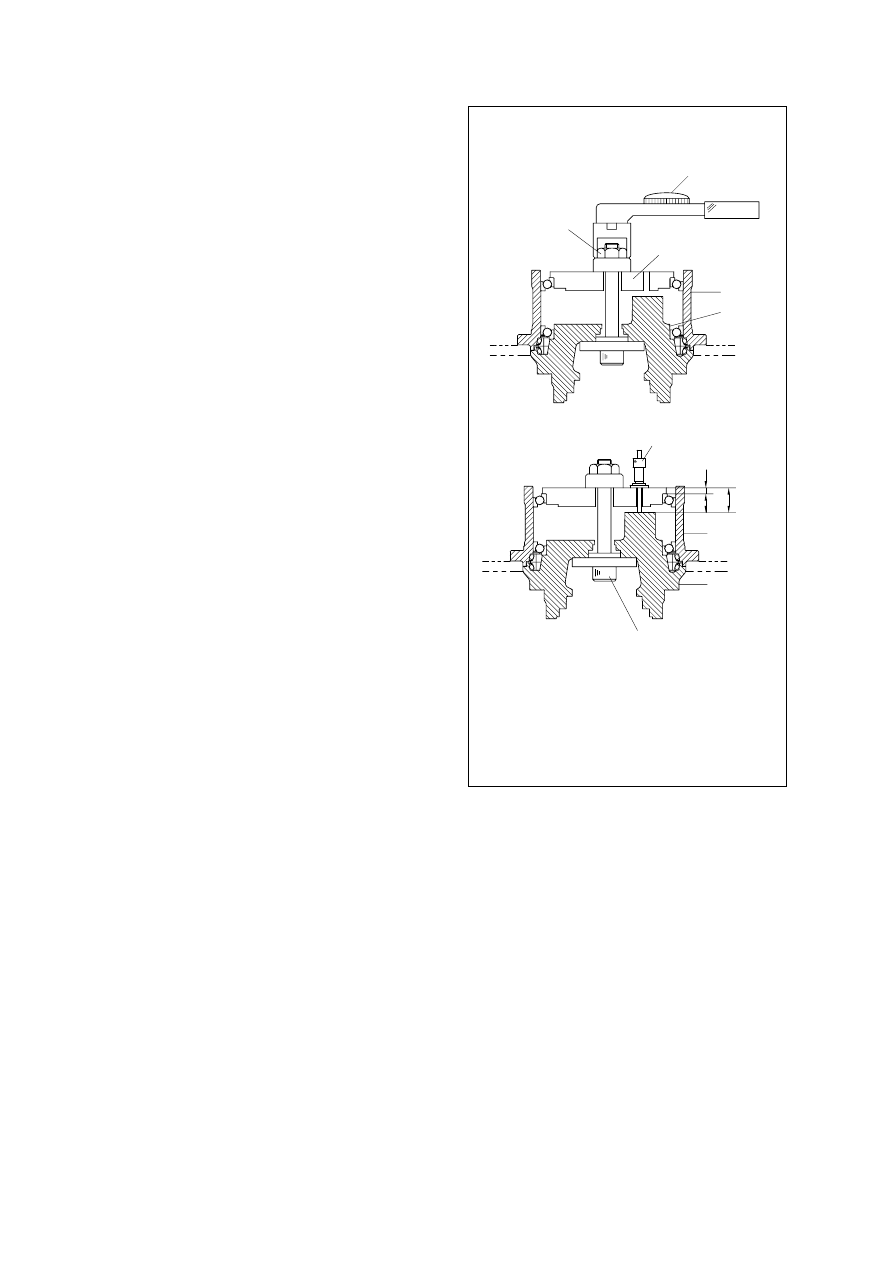
Attach the ball bearings pressure
adjustment jig to spindle(2). Press fit ball
bearings(21) into the hub(1) by tightening
the special nut with a torque of 12 2kgf m
(86.8 11.5lbf ft)
Insert a depth micrometer through the
measuring hole in ball bearings pressure
adjustment jig and determine the depth as
A
.
Because the
B
dimension of ball bearing
pressure adjustment jig is known,
clearance
C
can be determined as follows:
C = A - B
(1)
(2)
(3)
B
Depth micro meter
A
Hub
Spindle
C
Adjust jig
Adjust jig
Hub
Spindle
Special nut
Torque lench
A
Measured value
B
Jig dimension
C
Required clearance
25038TM18(1)