DIN-Normen - Teil 86
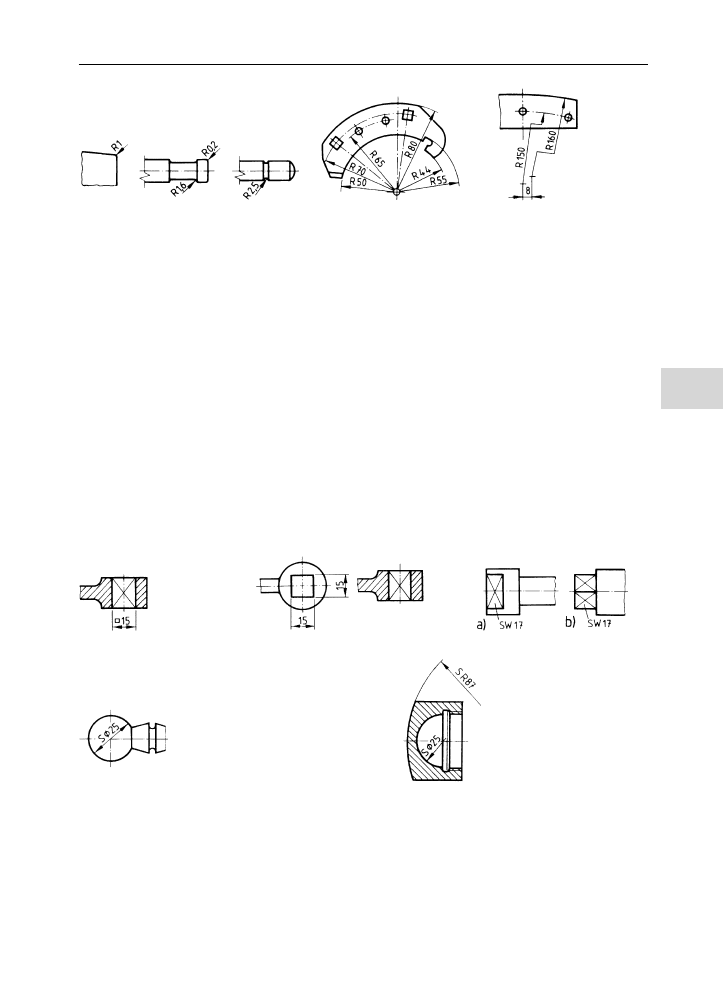
In eindeutigen Fa¨llen darf auf die Kennzeichnung des Mittelpunktes verzichtet werden.
Muss bei großen Radien die Lage des Mittelpunktes maßlich festgelegt sein, so darf aus Platzgru¨nden
die Maßlinie rechtwinklig abgeknickt und verku¨rzt gezeichnet werden.
Der mit dem Maßpfeil versehene Teil der Maßlinie muss auf den geometrischen Mittelpunkt gerichtet
sein. Die Maßzahl wird nicht unterstrichen.
Das Diagonalkreuz kennzeichnet ebene vierseitige Fla¨chen; es muss gezeichnet werden, wenn Seiten-
ansicht oder Ansicht von oben fehlen (s. Bilder 357.4 und 357.6). Sind diese Ansichten vorhanden, so
darf es zusa¨tzlich angegeben werden (s. auch Abschn. 7.4 DIN 6-1).
Das Quadratzeichen kennzeichnet die quadratische Form (s. Bild 357.4); es wird analog den Regeln
fu¨r das
1-Zeichen angewendet. Zu bevorzugen ist jedoch die Darstellung, bei der die Maße der Qua-
dratform in einer Ansicht fu¨r zwei aneinanderstoßende Quadratseiten eingetragen sind (s. Bild 357.5).
Maße s. Abschn. 7.9.
Bei genormten Vierkanten, bei denen die Form aus der Benennung hervorgeht, genu¨gt die einmalige
Angabe der Seitenla¨nge bzw. Schlu¨sselweite (SW). Sinngema¨ß gilt das fu¨r eine nach Bild 357.6 dar-
gestellte Schlu¨sselfla¨che.
Ist eine Kugelform dargestellt, so wird der Maßzahl das Kennzeichen S (sphere
¼ Kugel) vorangestellt
(s. Bilder 357.7; Schriftgro¨ße
¼ Maßzahlgro¨ße). Ist die Kugel unvollsta¨ndig und ihr Mittelpunkt nicht
dargestellt, so wird zwischen dem Kennzeichen S und der Maßzahl das
1-Zeichen bzw. das R-Zei-
chen gesetzt (s. Bild 357.8). Das
1-Zeichen ist auch dann zu setzen, wenn die Maßlinie u¨ber den dar-
gestellten Mittelpunkt hinausgeht, aber nur mit e i n e m Maßpfeil versehen ist (s. Bild 357.8).
DIN ISO 3040
Eintragung von Maßen und Toleranzen fu¨r Kegel (Sep 1991)
DIN 254
Geometrische Produktspezifikation (GPS)-Reihen von Kegeln und Kegelwinkeln;
Werte fu¨r Einstellwinkel und Einstellho¨hen (Apr 2003)
Kegel im Sinne von DIN 254 (und DIN EN ISO 1119) sind kegelige Werkstu¨cke mit kreisfo¨rmigem Quer-
schnitt. Der Begriff „Kegel“ bezieht sich dabei sowohl auf spitze Kegel als auch auf Kegelstu¨mpfe. Die
9
Bild 357.1
Radien ohne Mittelpunktkennzeichnung
Bild 357.2
Hilfskreisbogen fu¨r mehrere von
einem Punkt ausgehende Radien
Bild 357.3
Der Mittelpunkt des Radius liegt
außerhalb der Zeichenfla¨che
Bild 357.4
Innenvierkant mit
Quadratzeichen und
Diagonalkreuz
Bild 357.5
Quadratische Form, zu bevor-
zugende Darstellung und
Maßeintragung
Bild 357.6
Schlu¨sselfla¨che mit ver-
einfachter Maßeintragung
und Diagonalkreuz
Bild 357.7
Kugelform (Maßlinie mit 2 Pfeilen)
Bild 357.8
Kugelform (Maßlinie mit einem Pfeil)
9.6
Maßeintragung, Passungs- und Toleranzangaben
357