DIN-Normen - Teil 16
Einbeziehung ergonomischer Grundsa¨tze in den Gestaltungsprozess
Entscheidungen, die wa¨hrend des Gestaltungsprozesses getroffen werden, haben entscheidende Ein-
flu¨sse auf die Arbeitsaufgaben und die Arbeitsbedingungen der Bedienperson. Deshalb muss den er-
gonomischen Anforderungen in allen wesentlichen Stufen des Gestaltungsprozesses nachgekommen
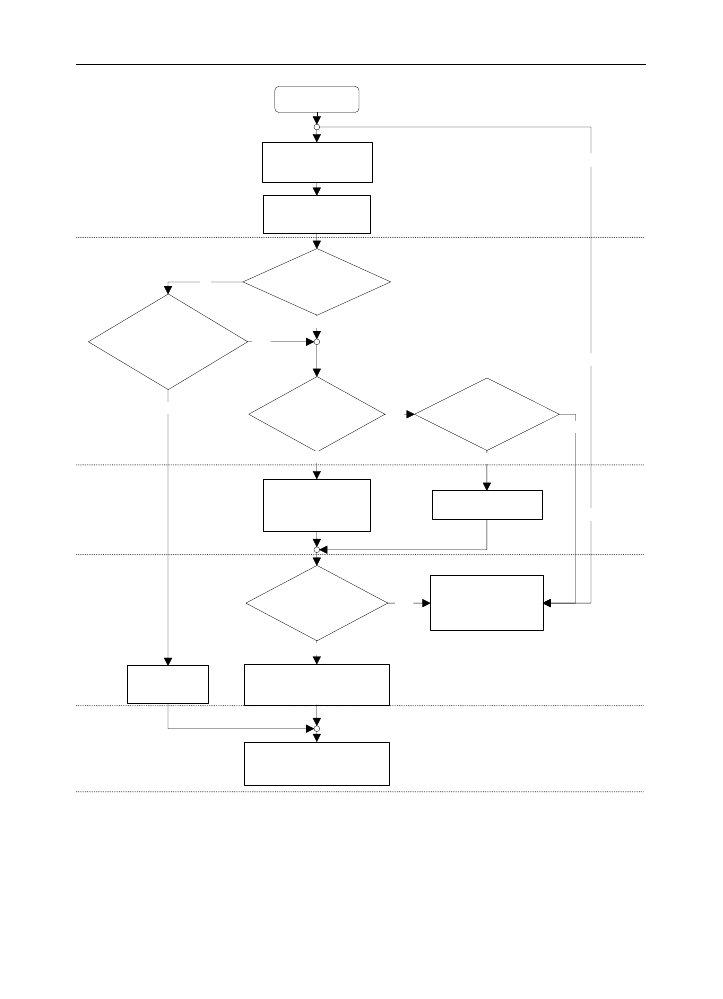
werden. Der Gestaltungsprozess kann als iterativer Entwicklungsprozess beschrieben werden, der er-
Start
Grenzen der Maschine in
Bezug auf Ergonomie
bestimmen
Ergonomische
Gefährdungen/Risiken
identifizieren
Gibt es eine spezielle
C-Norm, die geeignet ist ?
Können
ergonomische Risiken mit
Hilfe der Maßnahme auf ein
vertretbares Niveau
vermindert werden ?
Bezugnahme auf oder
Anwendung von
Ergonomie-B-Normen
Heranziehung anderer
Ergonomie-Spezifikationen
Umgestaltung der MMI* der
Maschine gem. EN 614-1
oder unter Verwendung
anderer Quellen
Verifizierung der mit Hilfe der
Maßnahme(n) erzielten Minderung
ergonomischer Risiken
Ist die Lösung
angemessen und wird
das Risiko hinreichend
reduziert ?
Können Risiken mit
Hilfe von B-Normen
verhindert werden ?
Stehen andere
Ergonomie-Spezifikationen
zur Verfügung ?
Umsetzung der Risikominderung/
Maßnahme für jede Gefährdung
Umsetzung der
Maßnahme
Ja
Ja
Nein
Ja
Ja
Nein
Nein
Nein
Nein
Ja
2. Schritt
3. Schritt
4. Schritt
5. Schritt
1. Schritt
* Mensch - Maschine - Interaktion
Bild 76.1
Ablaufdiagramm fu¨r das schrittweise Vorgehen
6
Sicherheit und Gesundheitsschutz durch Normung
76