Content .. 1116 1117 1118 1119 ..
Dodge Durango (HB). Manual - part 1118
1. Before proceeding with this repair procedure review the required service warnings and precautions. (Refer to 13
- FRAME & BUMPERS/FRAME - WARNING)
2. Disconnect and isolate the battery negative cable.
3. Remove the front wheelhouse splash shield. (Refer to 23 - BODY/EXTERIOR/FRONT WHEELHOUSE SPLASH
SHIELD - REMOVAL)
4. Remove the front bumper. (Refer to 13 - FRAME & BUMPERS/BUMPERS/FRONT BUMPER - REMOVAL)
5. Remove the washer bottle, if required.
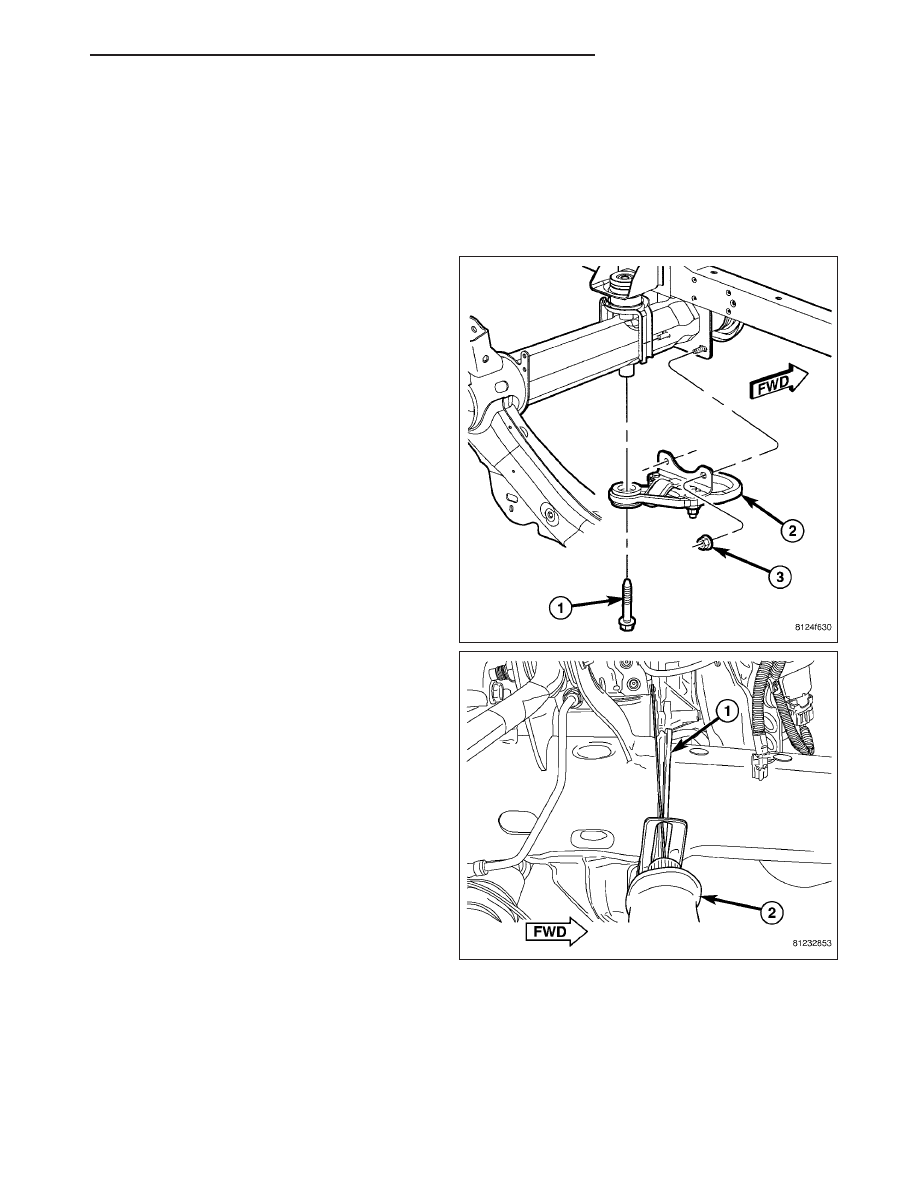
6. Remove the front cab mount bolt (1) to the Front
End Sheet Metal (FESM) bracket and the lower
bumper support nuts (3) attaching the tow hook (2),
if equipped.
CAUTION: Do not use any flame or plasma cutting
equipment to cut the frame in the next step. This
is due to the inaccurate nature of the cut-line and
the fact that the high temperatures achieved dur-
ing the flame or plasma cutting will change the
metal characteristics and may weaken the frame
and/or repair location.
7. Using a reciprocating saw (2) or equivalent, care-
fully cut and remove the damaged frame rail tip
behind the stop bracket (1).
HB
FRAME & BUMPERS
13 - 11