содержание .. 153 154 155 156 ..
Peugeot Partner (B9). Руководство - часть 155
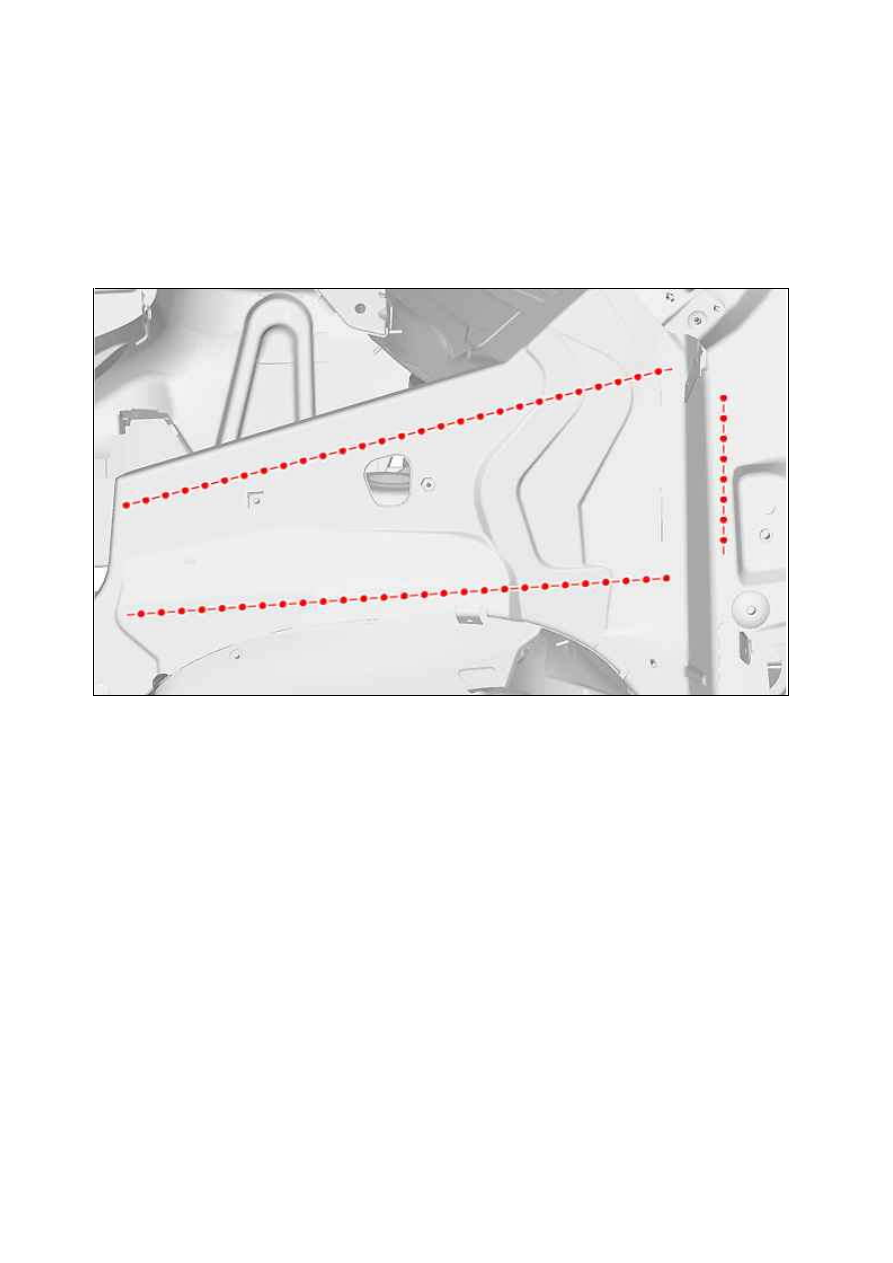
Разметить и высверлить точки на панелях 3 толщин (в "b").
Зашлифуйте сварные швы MIG (в "c").
Размерить и высверлить оставшиеся точки на 1 толщине.
Снять передний элемент усиления со стороны салона.
ПРИМ ЕЧАНИЕ : Нет необходимости высверливать 2 точки сварки (в "d").
8. Очистка и подготовка кузова
Подготовить места стыка и защитить их сварочной грунтовкой ( индекс "C7").
ПРИМ ЕЧАНИЕ : Нанести на внутренние поверхности свариваемых элементов сварочную грунтовку.
9. Подгонка
Расположить : Передний элемент усиления со стороны салона.
Установить элементы, обеспечивающие подгонку.
Проверьте зазоры и выравнивание.
Удерживать элемент на месте.
10. Сварка
Рисунок : C4CM1QHD
18.01.2012