Nissan Maxima. Manual - part 559
EM-124
< UNIT DISASSEMBLY AND ASSEMBLY >
CYLINDER BLOCK
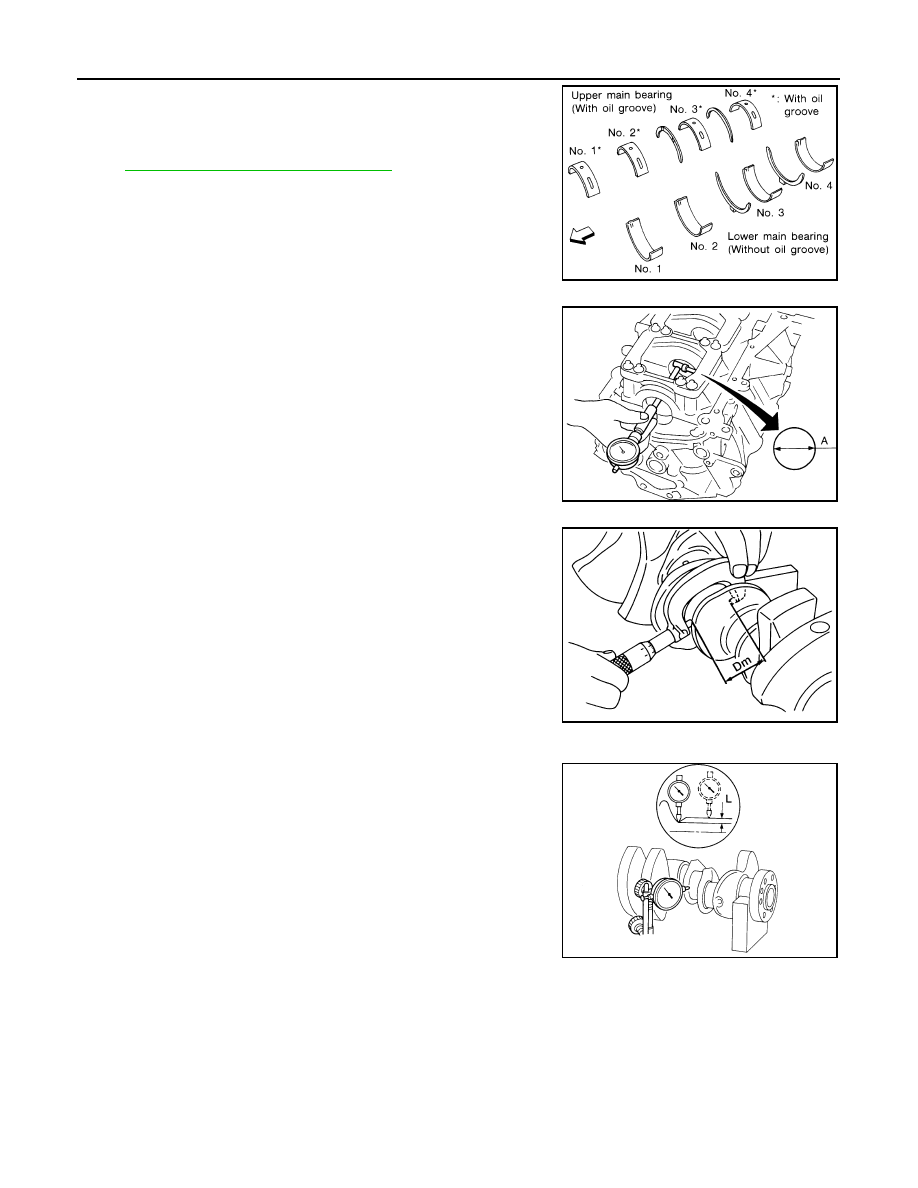
1. Set the main bearings in their proper positions on the cylinder
block and the main bearing cap.
2. Install the main bearing caps and bearing beam to the cylinder
block. Tighten all bolts in the numerical order as specified. Refer
EM-107, "Disassembly and Assembly"
.
3. Measure the inner diameters "A" of each main bearing as
shown.
4. Measure the outer diameters "Dm" of each crankshaft main jour-
nal as shown.
5. Calculate the main bearing clearance.
Main bearing clearance = "A" - "Dm"
• If it exceeds the limit, replace the bearing.
• If clearance cannot be adjusted using any standard bearing
grade, grind crankshaft journal and use an undersized bear-
ing.
• When grinding the crankshaft journal, confirm that the "L"
dimension in the fillet role is more than the specified limit.
6. If the crankshaft or the cylinder block is replaced with a new one, select thickness of the main bearings as
follows:
SEM175F
SEM845E
Standard
: 0.012 - 0.022 mm (0.0005 - 0.0009 in)
Limit
: 0.065 mm (0.0026 in)
AEM033
"L"
: 0.10 mm (0.0039 in)
SEM964