Content .. 1247 1248 1249 1250 ..
Mitsubishi Outlander GS45X. Manual - part 1249
PISTON AND CONNECTING ROD
TSB Revision
ENGINE OVERHAUL <2.4L ENGINE>
11B-71
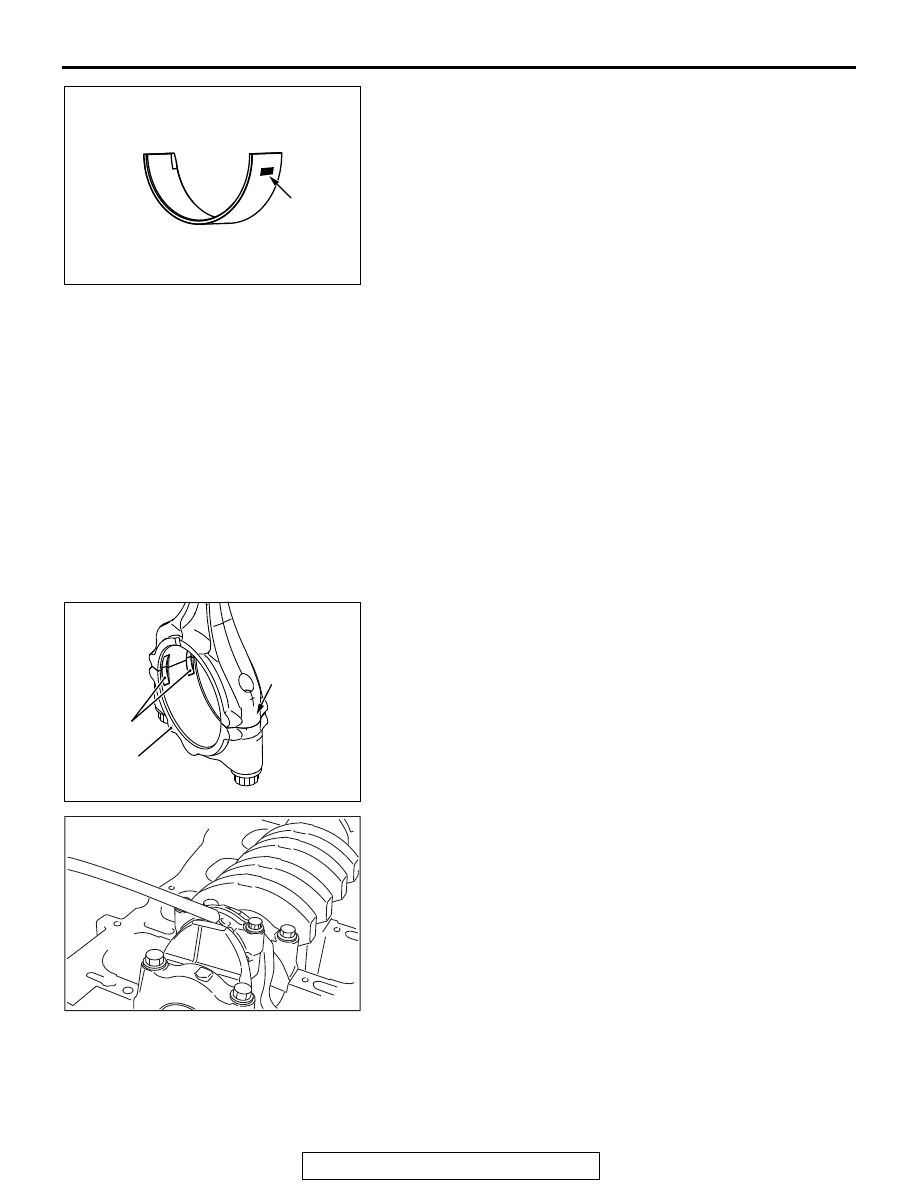
3. A connecting rod bearing has an identification mark at the
illustrated position.
.
>>F<< CONNECTING ROD CAP INSTALLATION
NOTE: The connecting rod resulting from the breaking process
has the high insertion force. The new connecting rod assembly
may possibly be difficult to remove the connecting rod.
If difficult to remove it, alternately strike the two bolt heads with
a plastic hammer while the connecting rod bolt is slightly loos-
ened, or strike the center of the cap shaft’s inside diameter
slightly and outward.
If the outside of the cap is directly struck, the lateral force is
added to the broken-out section. Thus, pay attention to the bro-
ken-out section that might be difficult to be separated or might
fall.
Clean the broken-out section before the installation to the
engine, using compression air.
1. Assemble the bearing cap on the connecting rod by aligning
it with the mark put during removal. If a new connecting rod
without a mating mark is used, assemble so that the detent
notch of the bearing is on the same side as illustrated.
2. Make sure that clearance of the thrust of the connecting rod
big end is appropriate.
Standard value: 0.10
− 0.25 mm (0.004 − 0.010 inch)
Limit: 0.4 mm (0.016 inch)
.
AK700793AD
Identification
mark
AK503157
2
Cylinder No.
AE
Notch
Front mark
AK502752