Mitsubishi Evolution X. Manual - part 8
BODY REPAIR
TSB Revision
BASE OF BODY REPAIR
9-29
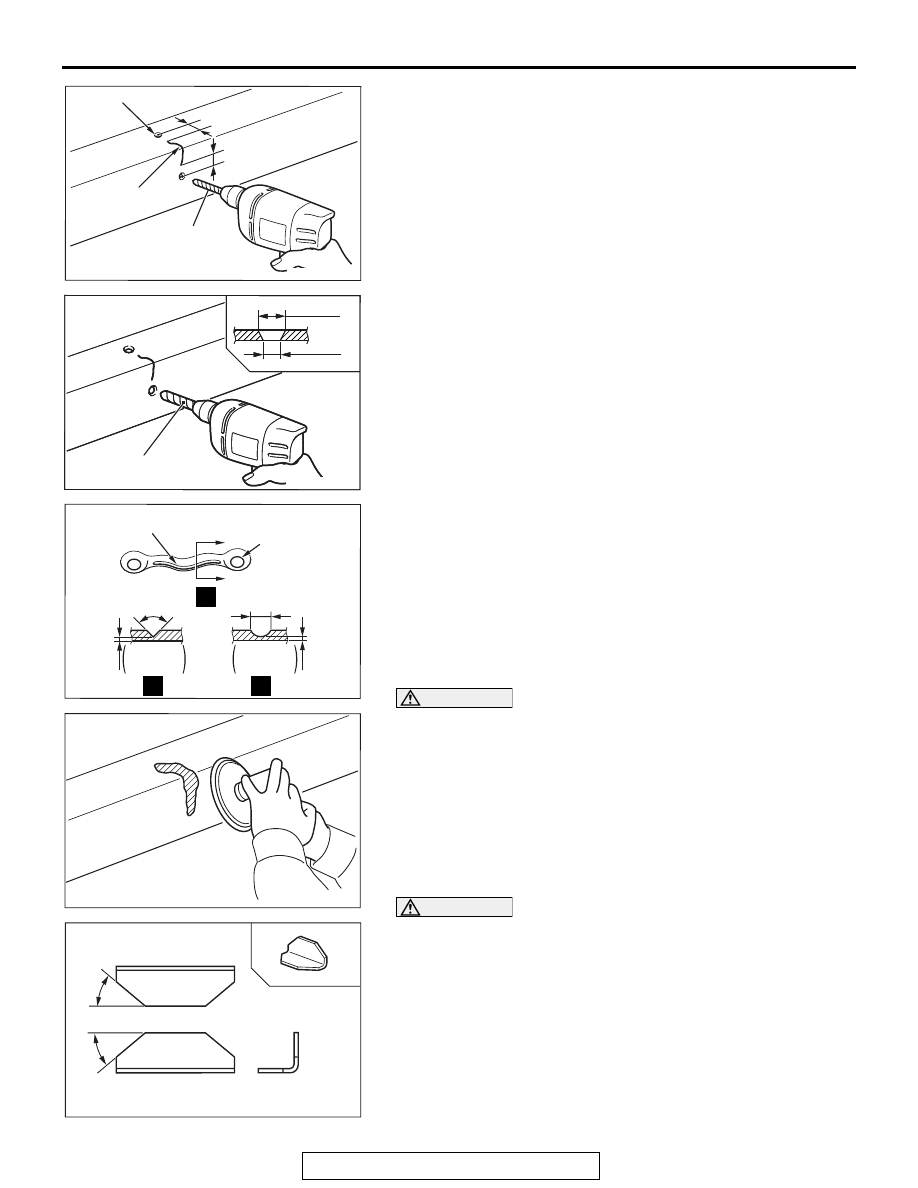
1. Remove the components near the crack.
2. Make
φ 6 − 8 mm (0.24 − 0.31 inch) holes (to prevent further
cracking), by using a drill, at points 7
− 8 mm (0.28 − 0.31
inch) from the crack ends.
3. Use a
φ 10 − 12 mm (0.39 − 0.47 inch) drill to bevel the hole
openings.
4. Use a chisel or gouging tool to open up the crack and holes,
and then fill the crack and holes by MIG welding.
CAUTION
• Gas welding should be avoided because it causes ther-
mal distortion of the frame.
• When using a grinder for finishing, be careful not to
grind the frame excessively.
5. Using a grinder for finishing after welding.
CAUTION
• The reinforcement plate should completely cover the
cracked part.
• The reinforcement plate should be the same thickness
and material as the frame.
6. To avoid a concentration of stress, prepare a reinforcement
plate that has been cut to 30
− 45 degree angle at both
ends.
AB301469
Crack-stop hole
Crack
A
A
Ø6 – 8 mm
(0.24 – 0.31 in)
A : 7 – 8 mm (0.28 – 0.31 in)
AD
AB301470AB
Ø10 – 12 mm
(0.39 – 0.47 in)
Ø10
–
12 mm
Ø6
–
8 mm
AB301470 AC
(0.24
–
0.31 in)
(0.39
–
0.47 in)
AB301471AD
Crack
Crack-stop
hole
Approx.
8 mm
(0.31 in)
Approx.
1 mm
(0.04 in)
Approx.
1 mm
(0.04 in)
Approx.
90˚
If a chisel
is used
If a gouge
is used
A
A
A
AB200131AB
AB301461
A
A
A : 30 – 45˚
AB