Jeep XJ. Manual - part 27
shims to compress, or preload the new bearings when
the differential is installed.
(15) Rotate dial indicator out of the way on the
guide stud.
(16) Remove differential case and dummy bearings
from axle housing.
(17) Install the pinion in the axle housing. Install
the pinion yoke and establish the correct pinion
rotating torque.
(18) Install differential case and dummy bearings
D-348 in axle housing (without shims), install bear-
ing caps and tighten bolts snug.
(19) Seat ring gear side dummy bearing (Fig. 97).
(20) Position the dial indicator plunger on a flat
surface between the ring gear bolt heads. (Fig. 98).
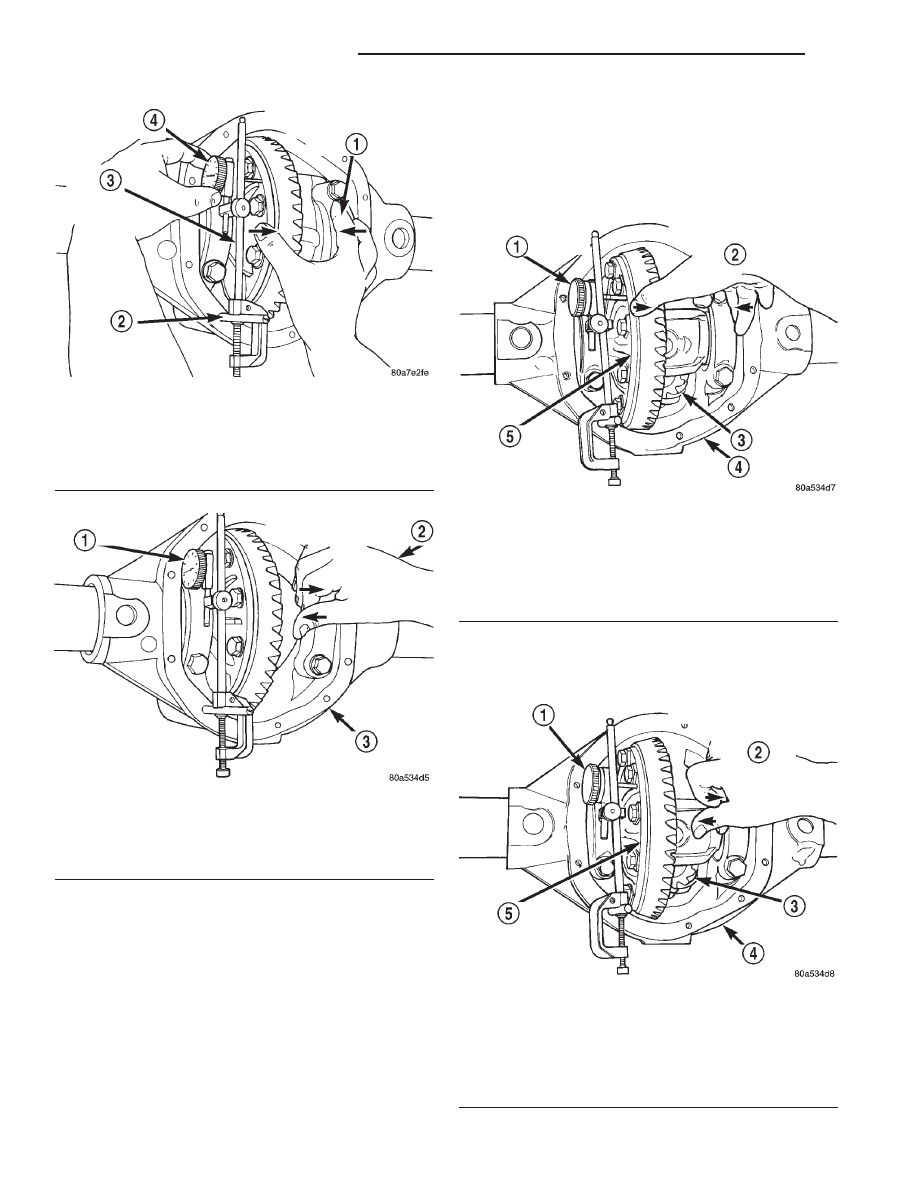
(21) Push and hold differential case toward pinion
gear (Fig. 101).
(22) Zero dial indicator face to pointer (Fig. 101).
(23) Push and hold differential case to ring gear
side of the axle housing (Fig. 102).
(24) Record dial indicator reading (Fig. 102).
Fig. 99 Hold Differential Case and Zero Dial
Indicator
1 – FORCE DIFFERENTIAL CASE TO PINION GEAR SIDE
2 – SPECIAL TOOL C-3288–B
3 – SPECIAL TOOL C-3339
4 – ZERO DIAL INDICATOR FACE
Fig. 100 Hold Differential Case and Read Dial
Indicator
1 – READ DIAL INDICATOR
2 – FORCE DIFFERENTIAL CASE TO RING GEAR SIDE
3 – AXLE HOUSING
Fig. 101 Hold Differential Case and Zero Dial
Indicator
1 – ZERO DIAL INDICATOR FACE
2 – FORCE DIFFERENTIAL CASE TO PINION GEAR SIDE
3 – PINION GEAR
4 – AXLE HOUSING
5 – DIFFERENTIAL CASE
Fig. 102 Hold Differential Case and Read Dial
Indicator
1 – READ DIAL INDICATOR
2 – FORCE DIFFERENTIAL CASE TO RING GEAR SIDE
3 – PINION GEAR
4 – AXLE HOUSING
5 – DIFFERENTIAL CASE
3 - 58
TUBE, 181, AND 186 FBI AXLE
XJ
ADJUSTMENTS (Continued)