Daewoo Tacuma: Body Repair Manual - part 6
PREPARATIONS OF BODYWORK 2–5
•
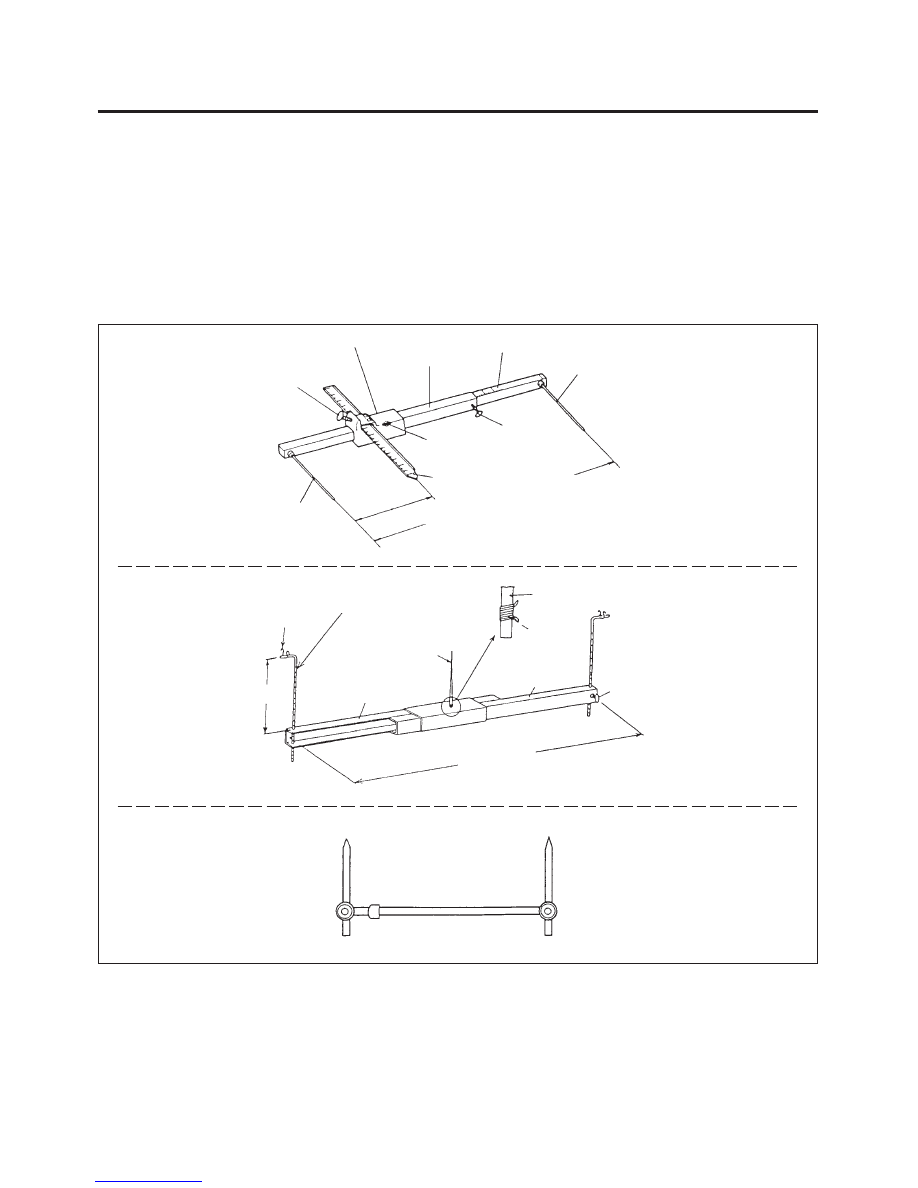
If there are any deviations, use a tram tracking gauge
and measure parts of the body.(Below Fig. 4-1)
•
If there is any twisting to the body, measure using a
frame centering gauge.(Below Fig. 4-2)
•
When measuring body dimensions, use a universal
tram gauge.(Below Fig. 4-3)
Fig. 3
Fig. 4-1
Fig. 4-2
Fig. 4-3
ADJUST SCREW A
POINTER C HOLDER
REFERENCE SCALE
EXPANDING/CONTRACTING SCALE
POINTER B
POINTER C
Adjust this to the diameter of the wheel disc.
Adjust this to the automobile.
ADJUST SCREW
C
ADJUST SCREW
B
POINTER A
SET RING
POINTER 4
HEIGHT
FRAME
FRAME
A
CLIP
SET SCREW
4. MEASURING SYSTEMS
(WITHOUT SMALL DAMAGE)
•
Whenever possible, make judgements and conclu-
sions based on measurement. Measure the wheel
alignment(see pages 2-2, 2-3) so as to prevent any
future trouble like unsymmetrical wear of the tires or
catching of the steering wheel.
POINTER B– short pointer(height adjustment 15-290mm/0.59-11.42in.)
– long pointer(height adjustment 185-450mm/7.28-17.72in.)
Move within a range of
2 5 0 – 1 , 5 7 0 m m .