Chrysler Town & Country/Voyager, Dodge Caravan, Plymouth Voyager. Manual - part 308
(2) See Camshaft Rocker Arms Removal.
(3) Remove upper intake manifold assembly. Refer
to Intake and Exhaust Manifolds, Group 11.
(4) Remove distributor.
(5) Remove exhaust manifolds and cross over Refer
to Intake and Exhaust Manifolds, Group 11.
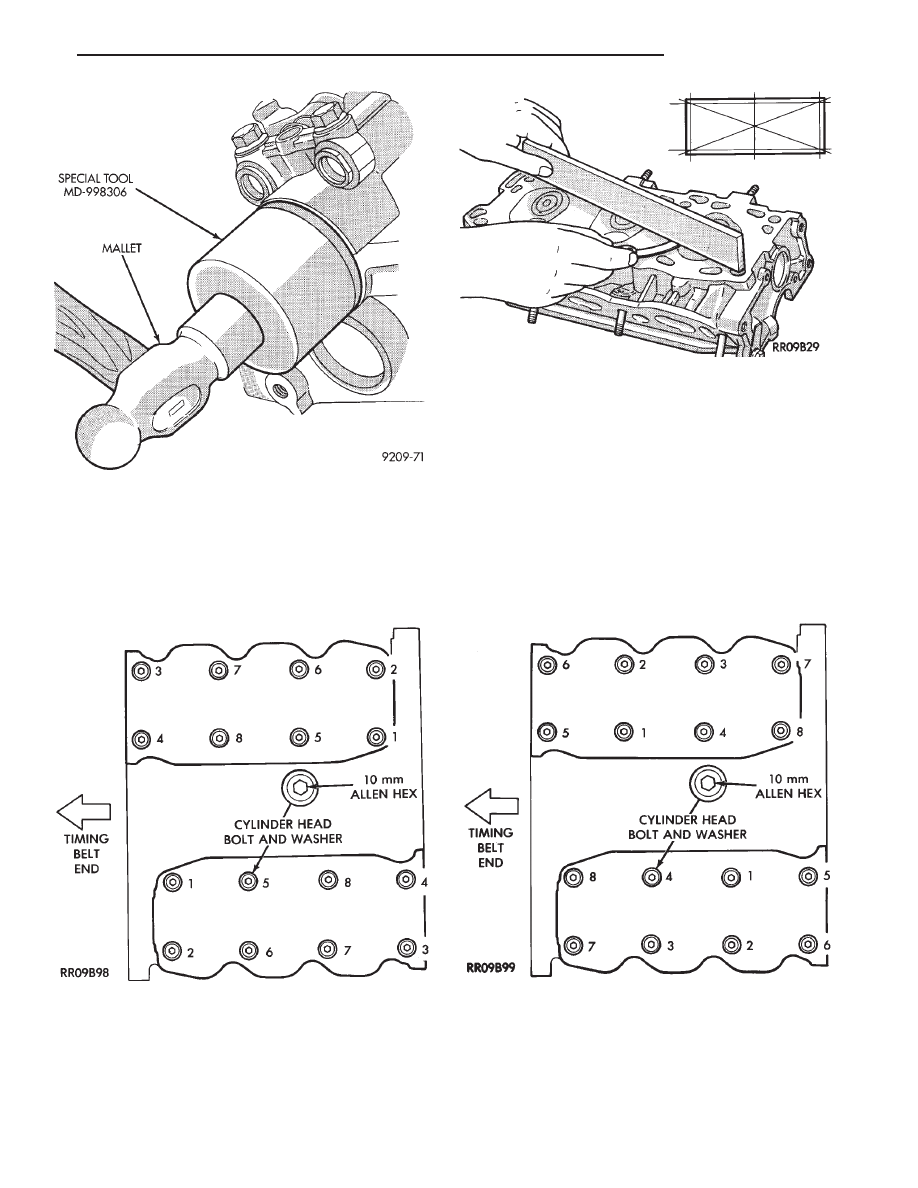
(6) Remove cylinder head bolts in sequence shown
in (Fig. 14) and remove cylinder head.
INSPECTION
(1) Before cleaning, check for leaks, damage and
cracks.
(2) Clean cylinder head and oil passages.
(3) Check cylinder head for flatness (Fig. 15).
(4) Cylinder head must be flat within;
• Standard dimension = less than 0.05mm (.002
inch)
• Service Limit = 0.2mm (.008 inch)
• Grinding Limit = Maximum of 0.2 mm (.008 inch)
is permitted.
CAUTION: This is a combined total dimension of
stock removal from cylinder head if any and block
top surface.
INSTALLATION
(1) Clean surfaces of head and block, install head
gasket over locating dowels.
(2) Install head on locating dowels.
(3) Install 10mm Allen Hex head bolts with wash-
ers.
Fig. 13 Install Camshaft End Seal—Plug
Fig. 14 Cylinder Head Bolt Removal Sequence
Fig. 15 Check Cylinder Head
Fig. 16 Cylinder Head Bolt Tightening Sequence
.
3.0L ENGINE
9 - 63