Chrysler Town & Country/Voyager, Dodge Caravan, Plymouth Voyager. Manual - part 299
CYLINDER BLOCK, PISTON AND CONNECTING
ROD ASSEMBLY SERVICE
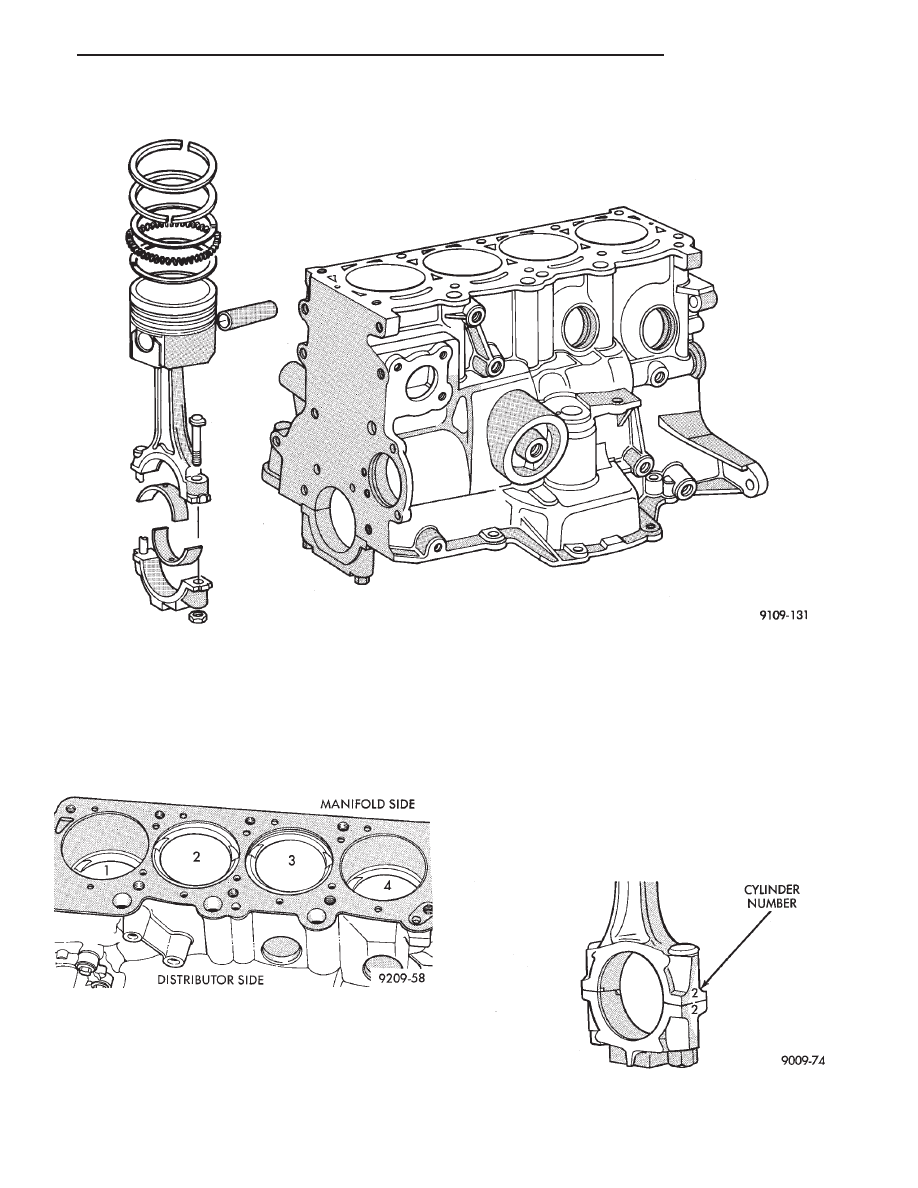
PISTON AND CONNECTING ROD—REMOVAL
(1) Remove top ridge of cylinder bores with a reliable
ridge reamer before removing pistons from cylinder
block.Be sure to keep tops of pistons covered
during this operation. Mark piston with matching
cylinder number (Fig. 2).
(2) Remove oil pan. Inspect connecting rods and
connecting rod caps for cylinder identification. Identify
them if necessary. (Fig. 3)
(3) Valve relief toward manifold side of engine.
(4) Squirt hole on connecting rod must face timing belt
end of engine.
(5) Pistons and connecting rods must be removed
from top of cylinder block. Rotate crankshaft so that
each connecting rod is centered in cylinder bore.
(6) Remove connecting rod cap. Install connecting
rod bolt protectors on connecting rod bolts (Fig. 4).
Push each piston and rod assembly out of cylinder bore.
Be careful not to nick crankshaft journals.
(7) After removal, install bearing cap on the mating
rod.
Fig. 1 Cylinder Block, Piston and Connecting Rod Assembly
Fig. 2 Piston Marking
Fig. 3 Identify Connecting Rod to Cylinder
.
2.5L ENGINE
9 - 27