Chrysler Town & Country/Voyager, Dodge Caravan, Plymouth Voyager. Manual - part 293
scuffing, scoring or scratches. Usually a few strokes
will clean up a bore and maintain the required limits.
(2) Deglazing of the cylinder walls may be done
using a cylinder surfacing hone, Tool C-3501, equipped
with 280 grit stones (C-3501-3810) if the cylinder bore
is straight and round. 20-60 strokes depending on the
bore condition will be sufficient to provide a satisfac-
tory surface. Inspect cylinder walls after each 20
strokes. Using a light honing oil available from major
oil distributors. Do not use engine or transmission
oil, mineral spirits or kerosene.
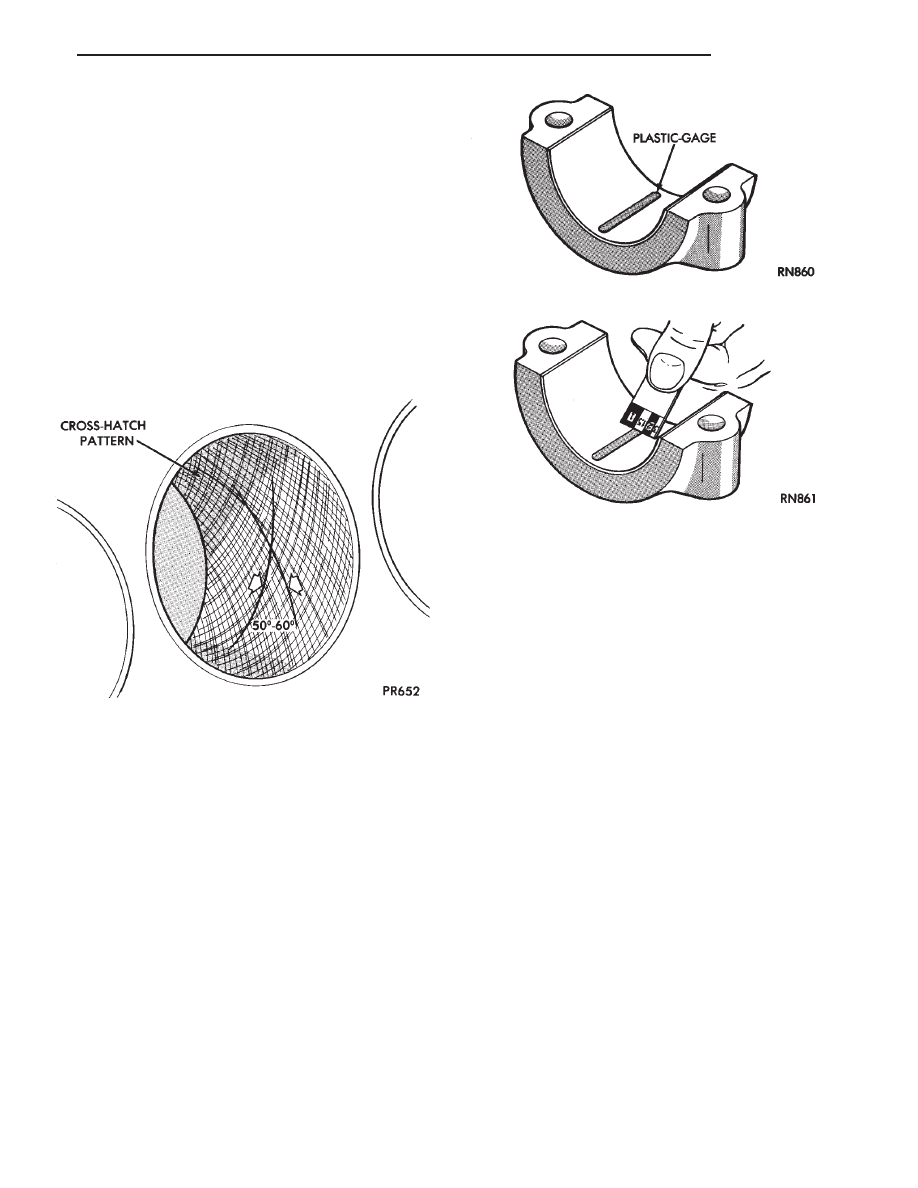
(3) Honing should be done by moving the hone up
and down fast enough to get a cross-hatch pattern.
When hone marks intersect at 50-60 degrees, the
cross hatch angle is most satisfactory for proper seat-
ing of rings (Fig. 1).
(4) A controlled hone motor speed between 200-300
RPM is necessary to obtain the proper cross-hatch
angle. The number of up and down strokes per minute
can be regulated to get the desired 50-60 degree angle.
Faster up and down strokes increase the cross-hatch
angle.
(5) After honing, it is necessary that the block be
cleaned again to remove all traces of abrasive.
CAUTION: Be sure all abrasive are removed from
engine parts after honing. It is recommended that a
solution of soap and hot water be used with a brush
and the parts then thoroughly dried. The bore can be
considered clean when it can be wiped clean with a
white cloth and cloth remains clean. Oil the bores
after cleaning to prevent rusting.
MEASURING MAIN BEARING CLEARANCE AND
CONNECTING ROD BEARING CLEARANCE
PLASTIGAGE METHOD
Engine crankshaft bearing clearances can be deter-
mined by use of Plastigage or equivalent. The following
is the recommended procedure for the use of Plasti-
gage:
(1) Remove oil film from surface to be checked.
Plastigage is soluble in oil.
(2) The total clearance of the main bearings can
only be determined by removing the weight of the
crankshaft. This can be accomplished by either of two
methods:
PREFERRED METHOD — Shimming the bear-
ings adjacent to the bearing to be checked in order to
remove the clearance between upper bearing shell and
the crankshaft. This can be accomplished by placing a
minimum of 0.254mm (.010 inch) shim (e. g. cardboard,
matchbook cover, etc.) between the bearing shell and
the bearing cap on the adjacent bearings and snugging
bolts to 14-20 N
Im (10-15 ft.lb.)
• When checking #1 main brg shim #2 main brg
• When checking #2 main brg shim #1 & 3 main brg
• When checking #3 main brg shim #2 & 4 main brg
• When checking #4 main brg shim #3 & 5 main brg
• When checking #5 main brg shim #4 main brg
Fig. 1 Cylinder Bore Cross-Hatch Pattern
Fig. 2 Plastigage Placed in Lower Shell
Fig. 3 Clearance Measurement
.
ENGINE
9 - 3