Acura RSX Honda Integra. Manual - part 54
+
01
S6M6A00A18316617502KBAT00
−
−
−
−
Main Bearing Clearance Inspection
Main Bearing-to-Journal Oil Clearance
No. 1, 2, 4, 5 Journals:
Standard (New): 0.017
0.041 mm
(0.0007
0.0016 in.)
Service Limit:
0.050 mm (0.0020 in.)
No. 3 Journal:
Standard (New): 0.025
0.049 mm
(0.0010
0.0019 in.)
Service Limit:
0.055 mm (0.0022 in.)
7-6
Engine Block
Crankshaft Main Bearing Replacement
1. To check main bearing-to-journal oil clearance,
remove the lower block and bearing half (see page
7-13).
2. Clean each main journal and bearing half with a
clean shop towel.
3. Place one strip of plastigage across each main
journal.
4. Reinstall the bearing half and lower block, then
torque the bolts to 29 N·m (3.0 kgf·m, 22 lbf·ft)
56 °.
NOTE: Do not rotate the crankshaft during
inspection.
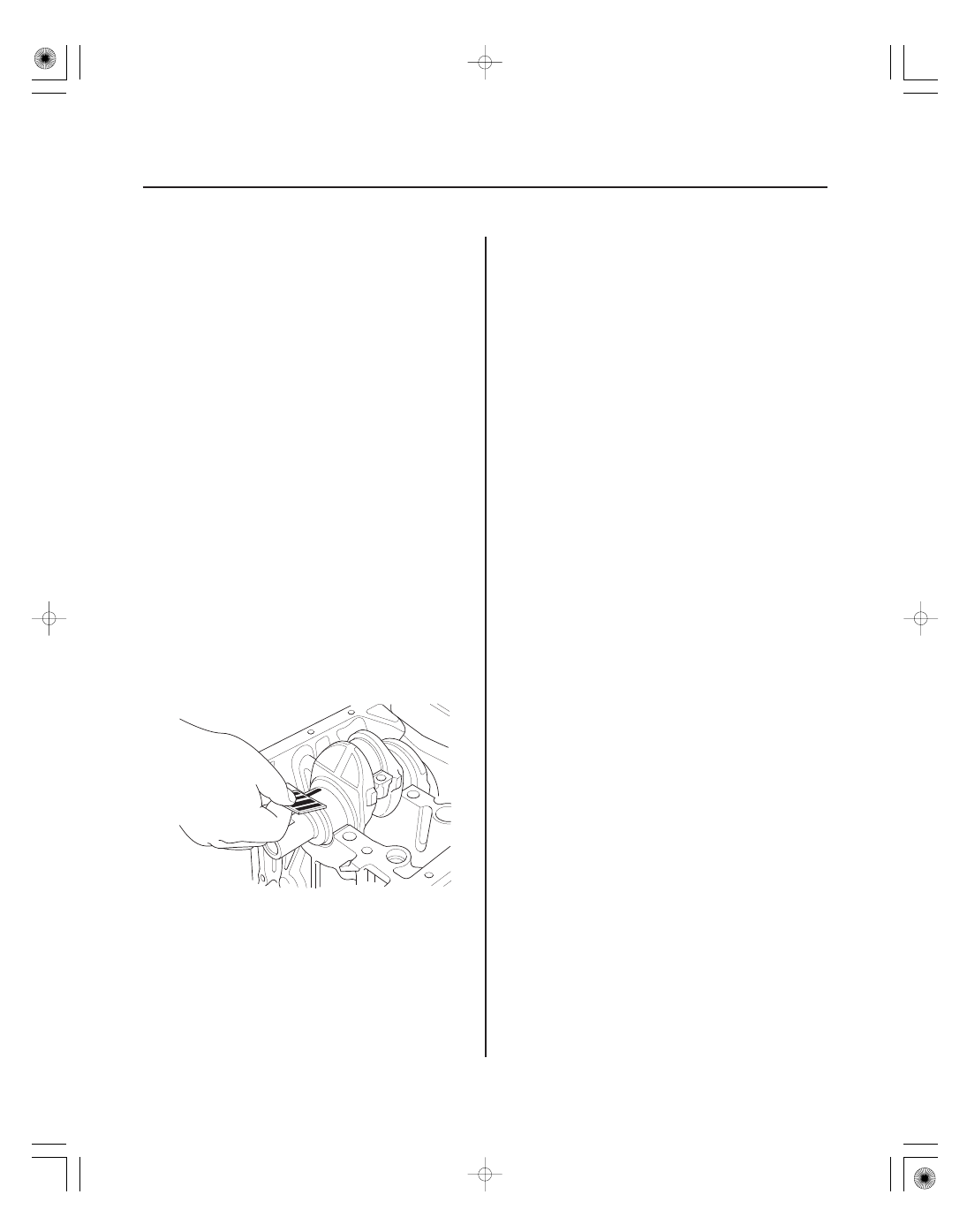
5. Remove the lower block and bearing half again,
and measure the widest part of the plastigage.
6. If the plastigage measures too wide or too narrow,
remove the crankshaft, and remove the upper half
of the bearing. Install a new, complete bearing with
the same color code(s), and recheck the clearance.
Do not file, shim, or scrape the bearings or the caps
to adjust clearance.
7. If the plastigage shows the clearance is still
incorrect, try the next larger or smaller bearing (the
color listed above or below that one), and check
again. If the proper clearance cannot be obtained
by using the appropriate larger or smaller bearings,
replace the crankshaft and start over.