DIN-Normen - Teil 239
e) Systemorientierter Managementansatz: Das Erkennen, Verstehen, Leiten und Lenken eines Sys-
tems miteinander in Wechselbeziehung stehender Prozesse fu¨r ein gegebenes Ziel tra¨gt zur Wirk-
samkeit und Effizienz der Organisation bei.
f) Sta¨ndige Verbesserung: Ein permanentes Ziel der Organisation ist sta¨ndige Verbesserung.
g) Sachlicher Ansatz zur Entscheidungsfindung: Wirksame Entscheidungen beruhen auf der logi-
schen oder intuitiven Analyse von Daten und Informationen.
h) Lieferantenbeziehungen zum gegenseitigen Nutzen: Die Fa¨higkeit der Organisation und ihrer Lie-
feranten, Werte zu schaffen, werden durch Beziehungen zum gegenseitigen Nutzen gesteigert.
DIN EN ISO 9001
DIN EN ISO 9001 ersetzt die fru¨heren Normen DIN EN ISO 9001, DIN EN ISO 9002 und DIN EN ISO 9003
und fasst die bisherigen Normeninhalte zusammen. Sie legt Anforderungen an ein Qualita¨tsmanage-
mentsystem (QM-System) fest, die von einer Organisation verwendet werden ko¨nnen, um Kundenzu-
friedenheit zu erreichen, indem die Kundenanforderungen und zutreffenden beho¨rdlichen Anforderun-
gen erfu¨llt werden. Weiterhin kann sie von internen und externen Parteien einschließlich
Zertifizierungsstellen fu¨r die Beurteilung der Fa¨higkeit der Organisation zur Erfu¨llung der Kundenan-
forderungen und der beho¨rdlichen Anforderungen genutzt werden.
Die Einfu¨hrung eines Qualita¨tsmanagementsystems bedarf einer strategischen Entscheidung der Or-
ganisation. Gestaltung und Verwirklichung des Qualita¨tsmanagementsystems einer Organisation wer-
den von sich vera¨ndernden Erfordernissen, bestimmten Zielen, den bereitgestellten Produkten, den
angewendeten Prozessen und der Gro¨ße und Struktur der Organisation beeinflusst.
Prozessorientierter Ansatz
DIN EN ISO 9001 ermutigt zur Wahl eines prozessorientierten Ansatzes fu¨r das Qualita¨tsmanagement.
Jede Ta¨tigkeit, die Eingaben erha¨lt und diese in Ergebnisse umwandelt, kann als Prozess angesehen
werden. Damit Organisationen wirksam funktionieren ko¨nnen, mu¨ssen sie zahlreiche miteinander ver-
knu¨pfte Prozesse erkennen und beherrschen. Oft bildet das Ergebnis des einen Prozesses die direkte
Eingabe fu¨r den na¨chsten. Das systematische Erkennen, Leiten und Lenken der angewendeten Pro-
zesse innerhalb einer Organisation und der Wechselwirkungen zwischen solchen Prozessen kann als
,Prozessorientierter Ansatz‘ bezeichnet werden.
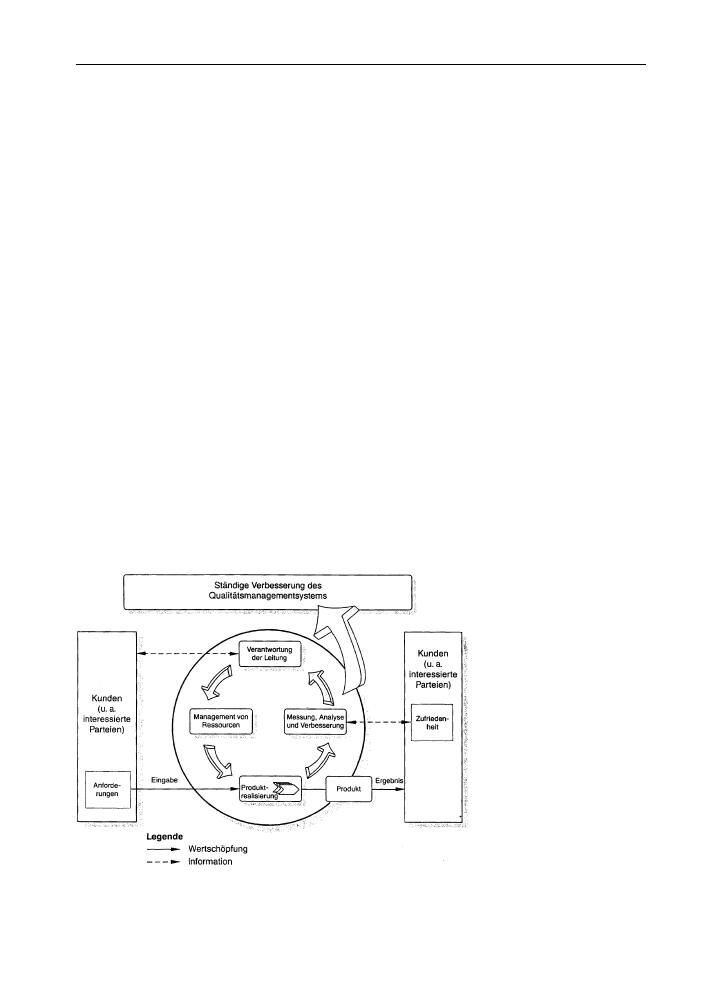
Bild 974.1 ist eine schematische Darstellung eines Modells fu¨r den prozessorientierten Ansatz. Das
Modell beru¨cksichtigt, dass Kunden bei der Festlegung von als Eingaben zu betrachtenden Anforde-
Anmerkung:
Angaben in Klammern gelten nicht fu¨r ISO 9001.
Bild 974.1
Modell des prozessorientierten Ansatzes fu¨r ein QM-System
21
Qualita¨tsmanagement, Statistik und Messtechnik
974