содержание .. 3 4 5 6 ..
Конструирование подшипниковых узлов - часть 5
177
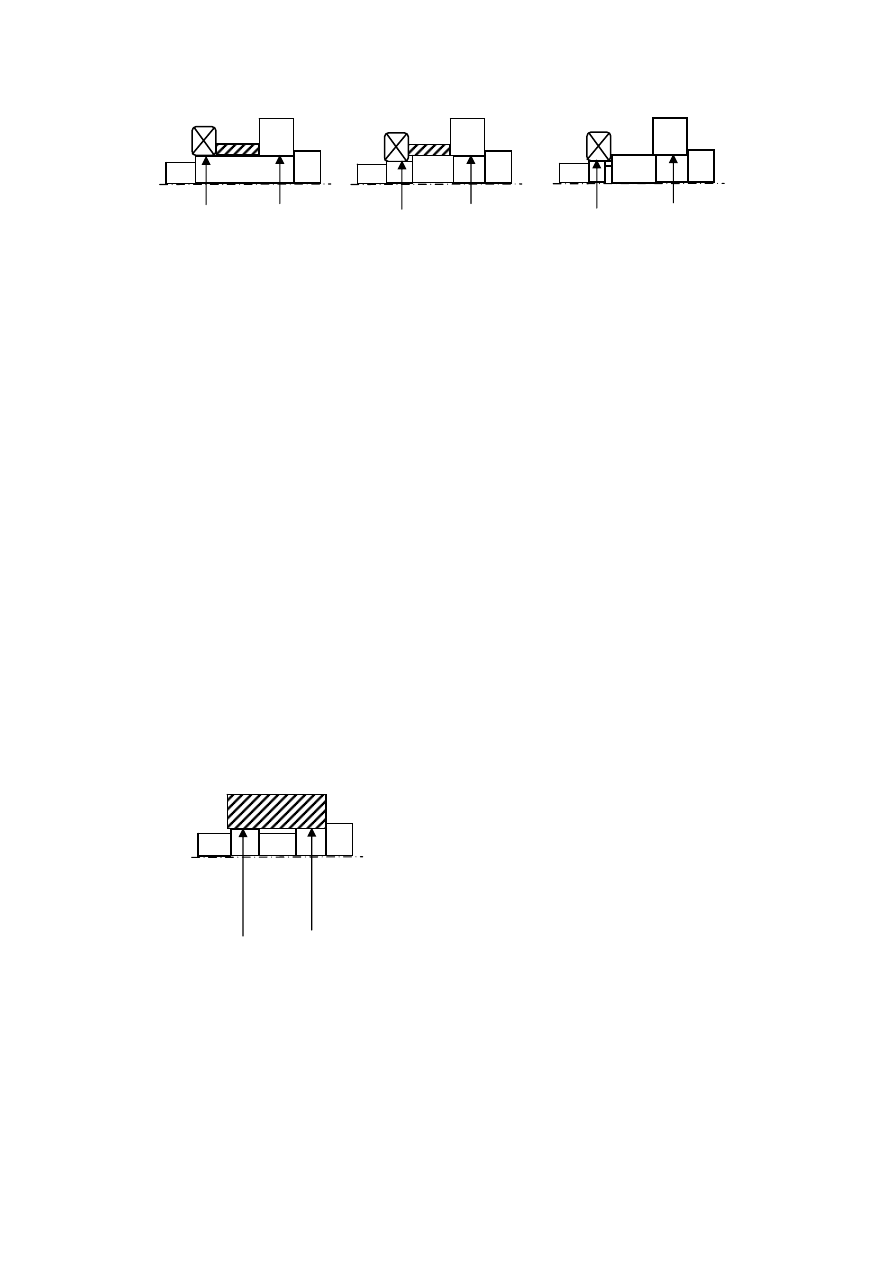
При установке деталей на гладкий участок вала (рис.
54, а) сборка узла затруднена. Путь запрессовки колеса
большой, что делает сборку и разборку трудоемкой и приво-
дит к искажению посадочной поверхности отверстия колеса.
Кроме того, колесо деформирует поверхность вала и ослаб-
ляет посадку подшипника.
Вал, показанный на рис. 54, б, имеет для каждой дета-
ли свой участок. До места посадки детали свободно переме-
щаются вручную и не деформируют другие участки. Однако
вал получается многоступенчатым, изготовление его трудо-
емко.
При исполнении вала по рис. 54, в колесо и подшип-
ник упираются в буртики. В этом случае от распорной втул-
ки можно отказаться и упростить конструкцию. Однако на
посадочной поверхности под подшипник необходимо вы-
полнить канавку для выхода шлифовального круга.
Если на вал устанавливается с натягом длинная втулка
(рис. 55), то выполнять шейки вала
разного диаметра нежелательно из-
за неизбежной несоосности поса-
дочных мест вала и втулки и значи-
тельных деформаций поверхностей
при сборке. В этом случае обе шей-
ки вала следует выполнить одного
диаметра и ослабить натяг на первой
по направлению сборки шейке.
8.6.3. Учет металлоемкости конструкции
а
d
п
d
к
б
d
п
d
к
в
d
к
d
п
Рис. 54. Варианты установки деталей на вал
d
...
Н
7/k
6
d
...
Н
7/n
6
Рис. 55. Установки
длинной
втулки на вал