содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..
МОНТАЖ СТАНЦИОННЫХ РАЗВЕТВИТЕЛЬНЫХ МУФТ КАБЕЛЕЙ СВЯЗИ
11.114. Станционные разветвительные муфты могут располагаться как горизонтально, так и вертикально. На кабелях в металлических оболочках станционные разветвительные муфты должны быть свинцовыми, состоящими из корпуса и столовника со свинцовыми пальцами, на кабелях в полиэтиленовой оболочке - полиэтиленовыми.
На кабелях в металлической и полиэтиленовой оболочках допускается применение вертикальных соответствующих (свинцовых или полиэтиленовых) муфт без патрубков (пальцев) с вставленной в корпус прокладкой с отверстиями для кабелей 100 ´ 2. Пространство над прокладкой в верхней части муфты заливается массой МКС-6, битумным (МБР) или эпоксидно-тиоколовым (ЭТЗК) компаундом. Применяется также саморасширяющийся полиуретановый клей.
11.115. Из станционных разветвительных муфт к защитным полосам и рамкам соединительных линий выводятся станционные кабели (ТСВ). Допускается применение для этих целей кабелей ТПВ и ТПП, но с условием, что расшивки пучков жил от среза оболочки на кабелях должны быть обмотаны поливинилхлоридной лентой. Кроме того, на кабелях ТПП обмотке лентой подлежат полиэтиленовые оболочки на всем протяжении от выхода из помещения ввода кабелей до расшивки.
11.116. При монтаже разветвительных станционных муфт оболочки стопарных кабелей (ТСВ, ТПВ) вводятся в пальцы оголовника так, чтобы обрезы оболочек выступали из пальцев внутрь и входили в коробку на 30 - 35 мм. Концы пальцев и при легающие к ним участки оболочек кабелей на длине 20 мм обматывают липкой поливинилхлоридной лентой.
11.117. Оголовник муфты с кабелями устанавливают в вертикальное положение (пальцами вниз) и заливают эпоксидно-тиоколовым компаундом ЭТЗК. При монтаже разветвительных муфт при всех вариантах сочетания материалов оболочек кабелей и муфт допускается применение трубок ТУТ длиной не менее 150 мм с подклеивающим слоем внутри. В этом случае заливка оголовника компаундом не производится.
МОНТАЖ ГАЗОНЕПРОНИЦАЕМЫХ МУФТ КАБЕЛЕЙ СВЯЗИ
11.118. Газонепроницаемые муфты (ГНМ) на телефонных кабелях монтируются на прямолинейных участках кабелей без разрезания токоведущих жил. На кабелях типа Т (ТПСтШп) применяются свинцовые газонепроницаемые муфты типа МСГ (рис. 11.32, табл. 11.12), а на кабелях типа ТП - полиэтиленовые соединительные муфты, подходящие по размеру конусов, при этом одна из полумуфт обрезается (рис. 11.33), а вентили устанавливаются в полумуфту с раструбом.

Рис. 11.32. Свинцовая газонепроницаемая муфта типа МСГ
Таблица 11.12
Размеры муфт типа МСГ
|
Типоразмер муфт |
Размеры, мм |
||||
|
d 1 |
d 2 |
l |
L |
S |
|
|
МСГ -25 |
25 |
28 |
20 |
270 |
2,0 |
|
МСГ-30 |
30 |
36 |
20 |
300 |
2,0 |
|
МСГ-35 |
35 |
42 |
30 |
370 |
2,0 |
|
МСГ-45 |
45 |
54 |
30 |
390 |
2,0 |
|
МСГ-50 |
50 |
60 |
30 |
420 |
2,5 |
|
МСГ-55 |
55 |
66 |
35 |
445 |
2,5 |
|
МСГ-60 |
60 |
72 |
35 |
460 |
3,0 |
|
МСГ-65 |
65 |
78 |
40 |
495 |
3,0 |
|
МСГ-70 |
70 |
84 |
40 |
520 |
3,0 |
|
МСГ-80 |
80 |
96 |
50 |
560 |
3,0 |
|
МСГ-85 |
85 |
102 |
50 |
600 |
3,0 |
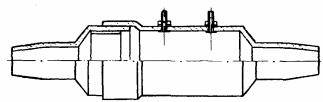
Рис. 11.33. Полиэтиленовая соединительная муфта типа МПС, используемая в качестве газонепроницаемой
Корпуса ГНМ изготавливаются в заводских условиях. Патрубки для заливки массы напаиваются на ГНМ типа МСГ в процессе монтажа. Полиэтиленовые ГНМ должны оснащаться металлическими вентилями с внутренним диаметром отверстий не менее 5 мм. ГНМ на кабелях типа Т заливаются заливочной кабельной массой МКС-6, на кабелях типа ТП - эпоксидно-тиоколовым заливочным компаундом ЭТЗК.
11.119. Если монтаж ГНМ производится в помещении ввода кабелей АТС, в шкафном колодце или на кабеле, включенном в бокс, то ее корпус надевают на конец кабеля и продвигают к месту монтажа. Если ГНМ предстоит установить на уже смонтированном кабеле, например, на границе зон обслуживания телефонных узлов, то корпус ГНМ разрезается вдоль, устанавливается на кабель и запаивается (на МСГ) или заваривается (на полиэтиленовых ГНМ).
11.120. Перед установкой муфт на кабель места будущей пайки (или сварки) тщательно зачищаются. По размерам муфты на кабеле отмечают участок оболочки, подлежащий удалению. Обрезы оболочки после распушивания сердечника должны входить в конусы муфты на 30 - 40 мм.
Оболочка в намеченных местах надрезается и удаляется, внутренние элементы кабеля (поясная изоляция, экранные ленты) обрезаются на определенном для данного типа кабеля расстоянии от обреза оболочки. Кабель с обеих сторон подтягивается к центру освобождаемого от оболочки участка сердечника и при этом слегка разворачивается в направлении, обеспечивающем образование слабины и распушение сердечника. В этом положении кабель фиксируется на консолях перевязкой. Нитки и ленты, разделяющие пучки и повивы кабеля, осторожно обрезают и удаляют. Каждый пучок и повив сердечника, в свою очередь, должен распушиваться. Особое внимание при этом следует уделять разбору центральных пучков и повивов кабеля.
11.121. Особенности монтажа ГНМ на кабелях типа Т состоят в том, что у обрезов оболочки сердечник кабеля перевязывается миткалевой лентой, которая затем осторожно заталкивается под оболочку. Бумажные ленты поясной изоляции обрезаются на расстоянии 5 мм от обреза свинцовой оболочки. Распушенный сердечник просушивается горячим воздухом над пламенем газовой горелки, после сушки он без натяжения обматывается одним слоем марлевого бинта. На сердечник кабеля надвигается корпус муфты. Предварительно на корпусе, в местах установки патрубков, прорезаются или высверливаются отверстия диаметром не менее 20 мм. Конусы муфты зачеканиваются до диаметра оболочки, муфта устанавливается на место отверстиями вверх и припаивается к оболочке.
Патрубки для заливки массы изготавливаются с внутренним диаметром не менее 20 мм, длиной 200 - 300 мм. Один из патрубков делается более длинным. Патрубки зачищаются с одной стороны на участке длиной 50 - 70 мм и разрезаются на несколько лепестков (рис. 11.34, б). Противоположные концы патрубков развальцовываются. Подготовленные патрубки устанавливаются над отверстиями и припаиваются к муфте.

Рис. 11.34. Монтаж ГНМ на кабеле типа Т:
а) разделка кабеля:
1 - обрез свинцовой оболочки; 2 - бумажная поясная изоляция;
б) установка и запайка свинцовой муфты:
3 - патрубок, подготовленный и установленный на отверстие в муфте; 4 - напаянный патрубок;
в) заливка ГНМ массой МКС-6
Масса МКС-6 разогревается в стальном сварном чайнике до температуры +140 °С, готовность ее определяется термометром. Муфта и прилегающие к ней участки кабеля прогреваются до температуры +60 - 70 °С (определяется на ощупь).
Кабельная масса заливается из чайника в более длинный патрубок до появления ее во втором патрубке (рис. 11.34, в). Процесс заливки ГНМ в зависимости от размеров муфты продолжается 2 - 4 ч. В течение этого времени муфта периодически прогревается. Масса доливается по мере снижения ее уровня в патрубках. После прекращения усадки массы муфта охлаждается в естественных условиях, а затем патрубки обрезаются на высоте 30 - 50 мм, зачеканиваются и запаиваются.
Проверка муфты на герметичность производится не ранее, чем через 24 ч после заливки. Если при проверке муфта окажется негерметичной, то ее следует вновь прогреть до температуры плавления массы в течение 2 - 3 ч. При необходимости патрубки вскрываются, и в муфту вновь доливается разогретая масса. Если и после этого муфта останется негерметичной, ее следует демонтировать и повторить заливку. Для этого в нижней части муфты делается несколько узких прорезей и муфта прогревается до вытекания массы, которая собирается в металлический противень. После прекращения вытекания массы муфта распаивается и сдвигается с сердечника. Распушенные жилы сердечника промываются прошпарочной массой, нагретой до температуры +120 °С. После остывания сердечника жилы осторожно отделяются друг от друга. Муфта устанавливается на свое место, запаивается и вновь заливается массой МКС-6. Через сутки ее снова проверяют на герметичность.
11.122. При монтаже ГНМ на кабелях типа ТП экранные ленты обрезаются на расстоянии 10 мм от обреза полиэтиленовой оболочки. Ленты поясной изоляции обрезаются на расстоянии 5 мм от обреза экрана.
На кабелях марки ТППэп экран обрезается вместе с оболочкой, поясная изоляция на этих кабелях обрезается на расстоянии 10 мм от обреза оболочки.
Части полиэтиленовой ГНМ надвигаются на подготовленный сердечник и состыковываются. Муфта устанавливается вентилями вверх. Стыки частей муфты между собой и стыки муфты с оболочкой кабеля герметизируются одним из известных способов.
До начала заливки ГНМ массой на заливочном бачке (рис. 11.35) проверяют проходимость выходного штуцера и состояние резиновой прокладки на крышке.
На нижний конец выходного штуцера надевается полиэтиленовая трубка с косым срезом на конце. Один конец отрезка разогревается, в горячем состоянии надвигается на нижний конец выходного штуцера и плотно перевязывается проволокой. Косой срез на трубке выполняется с таким расчетом, чтобы трубка доставала до дна емкости с компаундом, установленной в бачок.

Рис. 11.35. Заливка ГНМ на кабеле типа ТП:
1 - автомобильный насос; 2 - заливочный бачок; 3 - компаунд ЭТЗК; 4 - трубка (воздуховод) для подачи компаунда в муфту
На верхний конец выходного штуцера бачка надевается прозрачная полиэтиленовая трубка (воздуховод) с внутренним диаметром 8 мм и длиной не более 0,5 м. Второй конец трубки надевается на один из вентилей муфты. На другой вентиль надевается отрезок такой же трубки длиной 150 мм. Входной штуцер бачка резиновым шлангом соединяется с ручным автомобильным насосом. Все места соединений скрепляются бандажами из проволоки. Заливочный бачок во время заливки должен находиться выше ГНМ или на одном с ней уровне.
11.123. Для заливки муфты подготавливается необходимое количество компаунда ЭТЗК. Количественный состав входящих в ЭТЗК компонентов приведен в табл. 11.13.
Таблица 11.13
Состав заливочного компаунда марки ЭТЗК
|
Маркировка ЭТЗК |
Состав (в весовых частях) |
||||
|
К-153 |
К-115 |
ЭД-5 |
тиокол НВБ-2 |
ПЭПА |
|
|
ЭТЗК-1 |
100 |
- |
- |
60 |
12 |
|
ЭТЗК-2 |
- |
100 |
- |
80 |
12 |
|
этзк-3 |
- |
- |
100 |
100 |
15 |
Примечание. В состав ЭТЗК-3 входит также полиэфир МГф-9 в количестве 10 весовых частей.
Компоненты компаунда ЭТЗК хранятся и доставляются к месту производства работ расфасованными в герметично закрытые емкости (полиэтиленовые пакеты, банки, стеклянные пузырьки). Эпоксидный компонент ЭТЗК и тиокол выливаются в подготовленную сухую и чистую (обезжиренную ацетоном) емкость и в течение 10 - 15 мин тщательно перемешиваются в одном направлении металлической лопаточкой.
До введения отвердителя полиэтиленполиамина (ПЭПА) приготовленный компаунд может храниться не более трех суток при температуре не выше +25 °С в герметично закрытой емкости. Перед заливкой муфты в компаунд вводится отвердитель, после чего компаунд вновь тщательно перемешиваете в одном направлении в течение 5 - 10 мин, при этом его температура повышается до +40 - 50 °С.
Смешиваться должны только входящие в один комплект расфасованные компоненты. При использовании сразу нескольких однотипных комплектов ЭТЗК количество отвердителя должно соответствовать количеству остальных компонентов. Приготовление компаунда из компонентов, взятых из разнотипных комплектов, или составление компаунда без дозаторов не допускается.
11.124. После введения отвердителя компаунд должен быть использован в течение 30 - 40 мин. Готовый компаунд заливается в емкость, входящую в бачок, или в полиэтиленовый пакет и помещается в бачок, который герметично закрывается крышкой. При отрицательной температуре окружающего воздуха бачок предварительно подогревается, в бачок нагнетается воздух до создания избыточного давления величиной 0,098 - 0,2 МПа. Контроль за величиной давления осуществляется по показаниям манометра, установленного на крышке бачка.
Компаунд должен проходить по трубке сплошным потоком. Характер движения компаунда оценивается визуально. При подъеме компаунда из свободного вентиля в трубку ее немедленно перегибают и перевязывают. Давление в бачке поддерживается до прекращения движения компаунда в трубке, соединяющей бачок с муфтой. После прекращения движения компаунда трубку перегибают и перевязывают у самого вентиля. В зависимости от типоразмера муфты время нагнетания компаунда составляет от 5 до 30 мин.
Избыточное давление в бачке снижается путем ослабления зажимов крышки. Трубка, соединяющая бачок с муфтой, обрезается и удаляется. Выходной штуцер бачка и трубка, через которую осуществлялся забор компаунда, продуваются сильной струей воздуха для очистки их от остатков компаунда.
11.125. Смонтированную муфту оставляют в фиксированном положении до полного отвердения компаунда. Время отвердения в зависимости от температуры окружающего воздуха составляет: при температуре до +15 °С 48 ч; при 0 °С - 96 ч; пр и минус 15 °С - 240 ч. По истечении указанных сроков лишние концы полиэтиленовых трубок с отвердевшим компаундом уд аляются с вентилей и муфта проверяется на герметичность.
11.126. Проверка герметичности ГНМ состоит в том, что один из прилегающих к муфте участков кабеля герметизируется колпачком с вентилем, и в герметичный участок кабеля нагнетается осушенный воздух до создания избыточного давления величиной не более 0,098 МПа. Муфта считается герметичной, если зафиксированное давление не изменяется в течение 24 ч с учетом поправки на изменение температуры.
11.127. В последнее время на кабелях местной связи в полиэтиленовых оболочках широкое распространение находят ГНМ, заливаемые саморасширяющимся полиуретановым клеем «Вилад-31». Такие муфты получили условное сокращенное наименование МГНМс. МГНМс имеет меньшие габаритные размеры, чем ГНМ, и почти в 1,5 раза меньший расход заливочного клея.
Конструктивно МГНМс (рис. 11.36) состоит из двух конусов и полиэтиленового цилиндра.

Рис. 11.36. Муфты газонепроницаемые малогабаритные МГНМс:
а) МГНМс 19/29 и 27/40; б) МГНМс 40/66 и 60/77
Поставляются МГНМс централизованно в виде комплектов деталей и материалов. Цифры в маркировке (например, МГНМс 19/29) обозначают минимальный и максимальный диаметр (мм) оболочки кабеля ТПП, на котором можно использовать данную муфту (табл. 11.14).
МГНМс заливают в вертикальном положении на кабелях емкостью до 300 ´ 2. На кабелях большей емкости, а также на кабелях с неплотным сердечником допускается заливка в горизонтальном положении через отверстие, проделанное в корпусе полумуфты или в трубе. Отверстие, при подходе к нему расширяющейся массы герметика, заделывается отдельным отрезком трубки ТУТ или лентой «РАДЛЕН».
Герметик «Вилад-31» поставляется в виде двух компонентов - светлого и темного - расфасованных в герметичную тару в соотношении 1:1. Хранить его следует в сухих отапливаемых складских помещениях пробками вверх (срок хранения: шесть месяцев с момента изготовления). Перед заливкой компоненты смешиваются в сухой емкости в течение 1 - 2 мин. В течение 15 мин после смешивания герметик должен быть залит в муфту.
Заливка МГНМс должна производиться при температуре не ниже +5 °С. При более низких температурах следует обеспечить обогрев рабочей зоны в течение всего времени монтажа. Если герметик хранился при температуре ниже +15 °С, то его необходимо перед монтажом выдержать в течение трех суток при температуре выше +15 °С.
Кабель при монтаже МГНМс разделывается на длину, указанную в табл. 11.14.
Таблица 11.14
Габаритные размеры муфт МГНМс
|
Типоразмер муфты |
L , мм |
d 1 , мм |
d2, мм |
Длина разделки, мм |
|
МГНМс 19/29 |
230 |
19 |
29 |
70 |
|
МГНМс 27/40 |
270 |
27 |
40 |
110 |
|
МГНМс 40/66 |
385 |
40 |
66 |
150 |
|
МГНМс 60/77 |
470 |
60 |
77 |
200 |
Герметизация стыков МГНМс с кабелем и частей муфты между собой производится только трубками ТУТ или лентой «РАДЛЕН», усаженными на подклеивающий слой.
При заливке следует использовать герметик, полученный в составе комплекта данного типоразмера муфты. В исключительных случаях допускается смешивание нескольких комплектов «Вилада-31». При этом следует помнить, что смесь компонентов (до начала расширения) должна заполнить не менее 2/3 объема муфты. Залитую герметиком муфту оставляют в фиксированном положении до полного отвердения герметика. Проверку МГНМс на герметичность следует производить через 48 ч после заливки давлением до 0,098 МПа.
11.128. Материалы и оборудование для заливки ГНМ приведены в табл. 11.15.
Таблица 11.15
Материалы и оборудование для заливки газонепроницаемых муфт
|
Тип кабеля |
Изоляция жил |
Тип ГНМ |
Оснащение муфты до и во время монтажа |
Заливочный материал |
Особенности заливки |
Специальное оборудование |
|
Т |
бумажная |
свинцовая типа МСГ (однокорпусная или разрезная) |
припаиваются два патрубка из свинцовой оболочки кабеля |
заливочная масса МКС-6 с добавлением канифоли в количестве до 50 % от веса порции массы |
масса нагревается по +140 ° С При температуре не ниже +100 °С заливается в подогретую до +70 °С муфту. Муфта до прекращения осадки массы прогревается горелкой 2 - 4 ч |
стальной сварной чайник, термометр со шкалой до +200 ° С |
|
тп |
полиэтиленовая |
укороченная полиэтиленовая соединительная типа МПС |
в полумуфту устанавливаются два велосипедных вентиля |
эпоксидно-тиоколовый заливочный компаунд ЭТЗК-1, ЭТЗК-2, ЭТЗК-3 |
компоненты смешиваются и в течение не более 30 мин компаунд заливается в муфту с помощью специального оборудования |
специальный герметичный бачок, соответствующий объему муфты, емкость для смешивания компонентов, автомобильный насос, манометр, п/э трубки для подачи компаунда |
|
тп |
полиэтиленовая |
специальная полиэтиленовая типа МГНМс (подбирается по диаметру кабеля) |
не требуется |
саморасширяющийся полиуретановый герметик «Вилад-31» |
компоненты смешиваются в сухой емкости и в течение не более 15 мин заливаются в муфту, установленную вертикально, или в отверстие в горизонтально лежащей муфте. До окончания процесса расширения герметика муфта должна быть полностью герметизирована с применением ТУТ |
емкость для смешивания компонентов |
содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..