содержание .. 69 70 71 72 73 74 75 76 77 78 79 80 ..
МОНТАЖ ОПТИЧЕСКИХ КАБЕЛЕЙ МЕСТНЫХ СЕТЕЙ СВЯЗИ - ЧАСТЬ 2
РЕМОНТ СМОНТИРОВАННОЙ СОЕДИНИТЕЛЬНОЙ МУФТЫ
12.8. При необходимости ремонта (демонтажа) соединительных муфт на прямой муфте пояски ТУТ на стыках срезают ножом и удаляют остатки герметика. Цилиндрическую часть муфты сдвигают с конусов в сторону кабеля и снимают верхний металлический желоб, тем самым предоставляя доступ к оптическим волокнам. На разветвительной муфте стык оголовника с цилиндрической частью вскрывают ножом.
При последующем восстановлении муфт операции выполняют в обратной последовательности. Стыки цилиндрической части муфты с конусами и оголовником герметизируют наплавлением полиэтиленовой ленты под стеклолентой. На конус и цилиндрическую часть муфты наматывают шесть слоев полиэтиленовой ленты и четыре слоя стеклоленты. Временной режим сварки приведен ниже:
· общее время сварки, мин .............................................................................. 12
· время начального нагрева, мин .................................................................... 3
· паузы, мин ...................................................................................................... 0,5
· время последующего нагрева, мин .............................................................. 0,5
· количество циклов «пауза - нагрев» ............................................................ 9
В этом случае рекомендуется применять двухслойную термоусаживаемую ленту типа «РАДЛЕН».
МАРКИРОВКА КАБЕЛЯ И МУФТ
12.9. В смотровых устройствах кабельной канализации на кабель возле смонтированной муфты устанавливают свинцовое нумерационное кольцо или пластмассовую бирку. На кольце или бирке указывают, между какими АТС проложен кабель, марку кабеля и его номер.
В смотровых устройствах на ОК и в средней части смонтированной муфты желтой краской делают предупреждающую отметку размером 20 ´ 20 мм. По окружности канала кабельной канализации наносят желтой краской полосу шириной не менее 50 мм.
ОСОБЕННОСТИ МОНТАЖА ОПТИЧЕСКИХ КАБЕЛЕЙ, ИМЕЮЩИХ МЕТАЛЛИЧЕСКУЮ ОПЛЕТКУ
12.10. Для монтажа кабелей с металлической оплеткой применяются такие же муфты МГОК и МГОКР. Разделку кабеля следует начинать до приварки полиэтиленовых конусов.
После удаления полиэтиленовой оболочки кабеля металлическую оплетку собирают «в гармошку» возле ее среза и обрезают по окружности ножницами по металлу.
Проволоки распрямляют и обрезают половину на уровне среза оболочки. Оставшиеся проволоки собирают вместе, сплетают в косичку и скрепляют медной проволокой диаметром 0,4 - 0,5 мм. Аналогично подготавливают такую же косичку на другом конце кабеля.
Косички необходимо залудить припоем ПОССу-30-2 в стаканчиковом паяльнике с применением паяльной пасты ПБК-26м.
После сращивания центрального силового элемента косички соединяют скруткой проводом типа ПРППМ с диаметром медной жилы 0,9 - 1,2 мм. Скрутки пропаивают в стаканчиковом паяльнике припоем ПОССу-30-2. Места скруток изолируют полиэтиленовой гильзой.
ОСОБЕННОСТИ МОНТАЖА ОПТИЧЕСКИХ КАБЕЛЕЙ, ИМЕЮЩИХ СТАЛЬНУЮ ГОФРИРОВАННУЮ ОБОЛОЧКУ
12.11. При разделке кабеля стальную гофрированную оболочку удаляют на расстоянии 12 - 20 мм от среза полиэтиленовой оболочки. Стальную оболочку залуживают на 3/4 окружности припоем ПОССу-30-2 с применением паяльной пасты ПБК-26м.
Затем делают перепайку стальной оболочки сращиваемых длин кабеля проводом ПРППМ 1 ´ 2 ´ 0,9.
Примечание. Вместо «горячего» способа электрического соединения стальной оболочки рекомендуется «холодный» способ с применением электропроводящего клея ТПК-10.
МОНТАЖ МУФТЫ МКО
12.12. Монтаж муфты МКО производится с соблюдением технологических операций, приведенных ниже.
12.12.1. Концы кабеля на длине 2,0 м протирают ветошью, смоченной в бензине Б-70, а затем - сухой.
На каждый конец кабеля надвигают по одной полумуфте внешней муфты и по одной полумуфте внутренней муфты, после чего на оба конца надвигают по одному пояску ТУТ 30/15 шириной 55 мм. Отступив от концов кабеля на 1,5 м, удаляют внешнюю полиэтиленовую оболочку и пластмассовые ленты.
12.12.2. Защитные проволоки очищают от гидрофобного заполнителя бензином Б-70, разворачивают в направлении против их повива, отделяют друг от друга, укорачивают кусачками, оставляя длину 450 - 460 мм от среза полиэтиленовой оболочки, и отгибают в стороны.
12.12.3. Для предотвращения попадания влаги в смонтированную муфту в случае повреждения внешней полиэтиленовой оболочки или стыка внешней муфты делают влагонепроницаемую пробку - продольную герметизацию кабеля в муфте. Для этого на участке 25 мм от среза внешней полиэтиленовой оболочки на внутреннюю оболочку, а также на длине 25 мм на изоляцию всех защитных проволок накладывают в расплавленном виде клей-расплав ГИПК-14-13, КРУС или КРД-1.
Затем проволоки выпрямляют и поверх них накладывают бандаж из двух - трех слоев ПВХ ленты шириной 8 - 10 мм на расстоянии 20 мм от среза внешней оболочки. Сверху наносят еще один слой клея с заходом на 10 мм на внешнюю оболочку. Устанавливают и усаживают поясок ТУТ 30/15 (рис. 12.11).
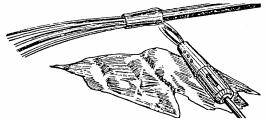
Рис. 12.11. Продольная герметизация кабеля термоусаживаемой трубкой
Аналогичные операции выполняют на втором сращиваемом кабеле.
12.12.4. Концы кабеля плотно закрепляют в зажимах монтажного станка, обеспечив расстояние между усаженными поясками ТУТ 30/15 300 мм. Проволоки отгибают в сторону кабеля.
Отступив 45 мм от пояска ТУТ, удаляют внутреннюю оболочку, после чего разматывают на конце сердечника несколько витков пластмассовой ленты и ниткой временно закрепляют оптические волокна. Ленту разматывают полностью и обрезают ножом возле среза оболочки.
12.12.5. Оптические волокна поочередно извлекают из-под бандажа. Каждое волокно и центральный профилированный элемент протирают бензином Б-70. Если центральный элемент имеет профильную конструкцию, то на каждое волокно надвигают полиэтиленовую трубочку. В соответствии с маркировкой волокон трубочки должны быть разного цвета (рис. 12.12).

Рис. 12.12. Установка полиэтиленовых трубочек под внутреннюю оболочку в пазы центрального элемента
12.12.6. Полиэтиленовые трубочки укладывают в пазы центрального профилированного элемента и вводят под внутреннюю оболочку на 2 - 3 мм. На место стыка внутренней оболочки и трубочек (для закрепления последних) накладывают два - три слоя липкой полиэтиленовой ленты шириной 10 мм.
Волокна отгибают по четыре в диаметрально противоположные стороны: с первого по четвертое - в сторону к монтажнику, с пятого по восьмое - в противоположную. Отогнутые волокна временно прикрепляют к кабелю.
12.12.7. На обоих концах кабеля центральный элемент укорачивают на расстоянии 150 мм от герметизирующего пояска ТУТ. Производят сращивание центрального элемента. Нити СВМ связывают двойным узлом.
Если центральный элемент представляет собой стекло-стержень, то его соединяют внахлест. Нахлест скрепляют в четырех местах проволочным бандажом, промазывают клеем ВК-9 и обматывают двумя - тремя слоями липкой полиэтиленовой ленты.
Центральный элемент в виде стального троса спаивают припоем ПОССу-30-2 с применением паяльной пасты ПБК-26м. Спайку изолируют полиэтиленовой гильзой или двумя слоями липкой полиэтиленовой ленты.
12.12.8. Для сращивания металлических проволок берут контрольную (если ее нет - нижнюю) проволоку одного кабеля и соответствующую ей проволоку второго кабеля. На одну из них надвигают полиэтиленовую гильзу диаметром 8 мм и длиной 40 мм. Проволоки стягивают навстречу друг другу и отмечают место удаления полиэтиленовой изоляции на них. На одной из проволок изоляцию удаляют на длине 30 мм, а на другой - на длине 60 мм.
Скрутку производят у среза полиэтиленовой изоляции. Проволоки скручивают на длине 25 мм, лишнюю длину удаляют кусачками, проволоки пропаивают в стаканчиковом паяльнике припоем ПОССу-30-2 с применением пасты ПБК-26м. Скрутки изолируют полиэтиленовой гильзой.
12.12.9. В случае применения кабеля с жилами для дистанционного питания их сращивают так же, как и проволоки брони. Скрутки пропаивают припоем ПОССу-40-2 с применением канифольного флюса и изолируют полиэтиленовой гильзой.
При сращивании проволок их следует располагать таким образом, чтобы не произошло защемление оптических волокон. Если это обеспечить невозможно, две - три проволоки с обоих концов кабеля нужно удалить.
12.12.10. На центральный профилированный элемент и соединенные проволоки устанавливают, прикрепляя их нитками, обе кассеты. Предварительно оптические волокна освобождают от временного крепления и выводят через окна кассет (рис. 12.13).

Рис. 12.13. Установка кассеты и вывод волокон через окно кассеты
12.12.11. К сварке и выкладке оптических волокон в кассетах приступают, начиная с первого (в соответствии с маркировкой) по счету в кабеле. Сварку производят в соответствии с указаниями «Паспорта на комплект для сварки». Сварка и выкладка волокон должна вплоть до герметизации муфты производиться под контролем затухания рефлектометром обратного рассеивания. Измеренные величины затухания заносят в паспорт на муфту. Норма на сварное соединение устанавливается в каждом конкретном случае отдельно, в зависимости от километрического затухания кабеля.
12.12.12. Закончив сварку и выкладку всех восьми волокон, кассеты закрывают крышками (рис. 12.14). Крышки закрепляют в двух местах двумя - тремя слоями липкой пластмассовой ленты и прикрепляют к ней паспорт на смонтированную муфту.

Рис. 12.14. Установка крышки на кассету
12.12.13. Над сростком устанавливают внутреннюю муфту и производят ее герметизацию любым действующим способом: наплавлением полиэтиленовой ленты под стеклолентой, термоусаживаемыми трубками с коэффициентом радиальной усадки 1/3 или двухслойной термоусаживаемой лентой типа «РАДЛЕН».
12.12.14. Над внутренней муфтой устанавливают внешнюю муфту. Ее стыки герметизируют так же, как и стыки внутренней муфты.
12.12.15. После монтажа внешней защитной муфты производят ее заливку гидрофобным заполнителем. Для этого в корпусе муфты возле начала конусной части ножом делают одно отверстие диаметром 10 - 12 мм. В отверстие вставляют воронку, через которую в муфту заливают нагретый до 80 - 90 °С гидрофобный заполнитель. Во время заливки муфта должна быть в наклонном (примерно на 30°) положении. По мере остывания и усадки (примерно в течение часа) заполнитель доливают в муфту.
После окончания заливки муфты отверстие герметизируют теми же способами, которые применяются при герметизации муфты.
Примечание. Муфты МКО и МКОР могут применяться при сращивании строительных длин ОК с бронепокровами, прокладываемых в кабельной канализации, коллекторах и тоннелях. В этих случаях внешняя муфта не применяется.
МОНТАЖ МУФТЫ МКОР 15/27
12.13. Монтаж муфты МКОР 15/27 производится с соблюдением технологических операций, приведенных ниже.
12.13.1. После удаления ветошью загрязнений с концов ОК на разветвляемый кабель надвигают соединенные конус, корпус и гильзы внешней и внутренней муфт. Ответвляемые кабели вводят в пальцы оголовника внешней и внутренней муфт, удаляют полиэтиленовую оболочку, укорачивают армирующие проволоки и медные жилы.
12.13.2. Устанавливают оголовник внутренней муфты над срезом полиэтиленовой оболочки кабеля. Производят герметизацию стыков ответвлений оголовника с оболочкой кабелей.
Аналогично устанавливают и герметизируют места стыков внешней муфты.
12.13.3. Стальные проволоки и медные жилы одного ответвляемого кабеля отгибают в одну сторону, а проволоки второго ответвляемого кабеля - в другую. Проволоки разветвляемого кабеля отгибают так же, как и при монтаже прямой муфты МКО.
12.13.4. Каждую проволоку разветвляемого кабеля сращивают с парой проволок ответвляемых кабелей. Соединение медных жил производят в соответствии с проектом.
12.13.5. При восстановлении центрального элемента все три элемента (разветвляемого ОК и ответвляемых) сращиваются вместе в центре муфты. Кассета для выкладки запаса оптического волокна прикрепляется к трем соединенным центральным элементам.
12.13.6. Сварку и выкладку оптических волокон производят в соответствии с указаниями, приведенными выше.
12.13.7. Закончив монтаж сростка, приступают к его герметизации. Части внутренней муфты сдвигают и устанавливают в оголовник. Производят герметизацию стыка конуса муфты с оболочкой кабеля и гильзы с оголовником.
Затем над внутренней муфтой устанавливают внешнюю. Герметизацию частей внешней муфты производят так же, как и внутренней.
12.13.8. После герметизации внешняя муфта заливается гидрофобным заполнителем.
РЕМОНТ МУФТ МКО И МКОР
12.14. В нижней и верхней части внешней муфты делают по два отверстия диаметром 15 - 17 мм. На муфту надевают металлический кожух, в котором с помощью паяльной лампы или газовой горелки создают температуру 70 - 80 °С. Под муфту устанавливают противень. Выплавление гидрофобного заполнителя из внешней муфты производят примерно в течение часа, после чего вскрывают все стыки внешней муфты. Части муфты сдвигают на кабель.
Горячим воздухом от открытого пламени производят дальнейшее расплавление гидрофобного заполнителя, пока внутренняя муфта не освободится от него полностью. Закончив эту операцию, внутреннюю муфту протирают ветошью, смоченной в бензине, вскрывают ее стыки, сдвигают части муфты к частям внешней муфты и производят ремонт.
Восстановление герметичности внутренней и внешней муфт производят наплавлением полиэтиленовой ленты под стеклолентой или двухслойной термоусаживаемой лентой типа «РАДЛЕН».
содержание .. 69 70 71 72 73 74 75 76 77 78 79 80 ..