содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..
РАЗДЕЛ 12
МОНТАЖ ОПТИЧЕСКИХ КАБЕЛЕЙ МЕСТНЫХ СЕТЕЙ СВЯЗИ - ЧАСТЬ 1
ОБЩИЕ ПОЛОЖЕНИЯ И КОНСТРУКЦИЯ МУФТ
12.1. В разделе рассматривается технология монтажа прямых и разветвительных муфт оптических кабелей связи (ОК), прокладываемых на линиях местных телефонных сетей в кабельной канализации, коллекторах, тоннелях и в грунт.
12.2. Вопросы, касающиеся организации и подготовки монтажных работ, являются общими как для оптических кабелей, так и для электрических кабелей связи.
12.3. При монтаже ОК применяются следующие типы муфт:
· МГОК 9/17 - муфта городского оптического кабеля, прокладываемого в кабельной канализации, коллекторах и тоннелях. Муфта предназначена для прямого сращивания.
Состоит из двух полиэтиленовых конусов, позволяющих ввод кабелей с наружными диаметрами от 9 до 17 мм, металлического каркаса из двух желобов, центральной части - полиэтиленовой трубы. Муфта укомплектована тремя полиэтиленовыми кассетами для укладки запаса оптического волокна и защитных гильз КДЗС, а также поясками термоусаживаемой трубки (рис. 12.1);
· МГОК 17/27 - то же, для кабелей с наружными диаметрами от 17 до 27 мм;
· МГОКР 9/17 - муфта городского оптического кабеля, разветвительная.
Состоит из полиэтиленового конуса и полиэтиленового оголовника с двумя ответвлениями, позволяющими ввод кабелей с наружными диаметрами от 9 до 17 мм, металлического каркаса из двух желобов, центральной части - полиэтиленовой трубы. Муфта укомплектована тремя полиэтиленовыми кассетами для укладки запаса оптического волокна и защитных гильз КДЗС (рис. 12.1);
· МГОКР 17/27 - то же, для кабелей с наружными диаметрами от 17 до 27 мм;

Рис. 12.1. Основные детали для монтажа муфт МГОК и МГОКР:
1 - цилиндрическая часть муфты; 2 - металлический каркас; 3 - конус муфты (для муфты МГОК - 2 шт.); 4 - оголовник муфты (для муфты МГОКР); 5 - кассеты; 6 - поясок ТУТ (для муфты МГОК - 2 шт.)
· МКО 15/27 - муфта магистрального и внутризонового оптических кабелей связи. На оптических кабелях местных сетей связи применяется при их прокладке в грунт. Муфта предназначена для прямого сращивания.
Состоит из внутреннего и внешнего корпусов, каждый из которых собран из двух полиэтиленовых полумуфт обтекаемой формы, что в значительной мере увеличивает прочность муфты. Муфта позволяет ввод кабелей с наружными диаметрами от 15 до 27 мм;
· МКОР 15/27 - муфта магистрального и внутризонового оптических кабелей связи разветвительная. На оптических кабелях местных сетей связи применяется при их прокладке в грунт. Муфта предназначена для разветвления на два направления.
Состоит из корпуса, гильзы и оголовника внутренней и внешней муфты. Все детали имеют обтекаемую форму, как и у прямой муфты МКО. Муфта позволяет ввод и разветвление кабелей с наружными диаметрами от 15 до 27 мм;
· МОГ, МОГР - модернизированные конструкции муфт МГОК и МГОКР. Отличаются тем, что вместо трех кассет устанавливаются два блока кассет, по две или четыре кассеты в каждом блоке. Металлический каркас отсутствует. Муфты позволяют ввод кабелей с наружными диаметрами от 12 до 25 мм.
12.4. Наряду с отечественными соединительными муфтами в практике строительства оптических линий связи применяются и зарубежные конструкции. К наиболее известным относятся муфты S МРС-О F фирмы «Стевинг», F О S С-100В/Н фирмы Райхем, UС S О4-6 фирмы РХС, некоторые конструкции фирм Морель и Сименс.
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
12.5. Монтаж соединительных муфт должен производиться в монтажно-измерительной автомашине закрытого типа. Требования к ее конструктивному оборудованию изложены ниже.
12.5.1. Внутри автомашины должен быть установлен монтажный стол, оборудованный приспособлениями для закрепления концов монтируемых кабелей и размещения монтажных инструментов. Здесь же должно быть предусмотрено место для транспортирования устройства для сварки оптических волокон и работы с ним во время монтажа, а также ящики для монтажных материалов и инструмента. Для сидения монтажников должны быть предусмотрены вращающиеся стулья, имеющие регулировку по высоте.
12.5.2. Освещение в салоне кузова должно быть естественное - через окна и искусственное - от ламп в плафонах, расположенных у монтажного стола.
Питание всех электропотребителей должно осуществляться от бортовой сети 12 В или внешней сети переменного тока напряжением 220 В через понижающий трансформатор 220/12 В. При отсутствии возможности внешнего подключения к источнику электропитания может быть использована портативная бензоэлектростанция, например типа АВ-1 мощностью 1 кВт.
Для подключения к источнику электропитания или к бензоэлектростанции в автомашине должен быть комплект кабелей на вращающейся катушке.
12.5.3. Для организации оперативной связи во время монтажа должна быть организована радиосвязь с помощью портативных раций. При наличии металлических элементов в оптическом кабеле для связи во время монтажа могут использоваться телефоны типа МБ с индукторным вызовом.
МОНТАЖ ПРЯМОЙ СОЕДИНИТЕЛЬНОЙ МУФТЫ МГОК
12.6. Монтаж прямой соединительной муфты МГОК производится с соблюдением технологии и последовательности выполнения рабочих операций, приведенных ниже.
12.6.1. Перед монтажом оба конца ОК, не раскручивая колец, подают из колодца в монтажно-измерительную автомашину к монтажному столу. На длине 2000 мм оба конца кабеля протирают ветошью, смоченной в бензине Б-70, а затем - сухой.
12.6.2. Вскрывают полиэтиленовый пакет с комплектом деталей и материалов для монтажа прямой муфты. На торце усеченной части обоих конусов и на торцах цилиндрической части муфты с обеих сторон ножом снимают фаску под углом 30°. Проверяют наличие металлических опорных колец в конусах.
12.6.3. На каждый конец ОК надвигают по одному пояску ТУТ 30/15 шириной 70 мм, по одному конусу, по одному пояску ТУТ 100/50 шириной 100 мм. На один из концов ОК надвигают цилиндрическую часть муфты. Полиэтиленовые конуса устанавливают на кабель на расстоянии 1500 мм от цилиндрической части конуса до его конца и закрепляют кабель в кронштейнах монтажного стола.
12.6.4. Поверхность оболочки ОК и полиэтиленовых конусов в месте их стыка протирают бензином Б-70 и зачищают ножом, после чего на место стыка наматывают три слоя полиэтиленовой ленты и поверх нее два слоя стеклоленты.
12.6.5. Открытым пламенем газовой горелки или паяльной лампы производят наплавление полиэтиленовой ленты под стеклолентой на герметизируемые стыки обоих конусов (рис. 12.2 ). Прогрев необходимо производить, соблюдая следующий циклический режим:
· общее время сварки, мин .............................................................................. 4
· время начального нагрева, мин .................................................................... 1
· паузы, мин ...................................................................................................... 0,5
· время последующего нагрева, мин .............................................................. 0,5
· количество циклов «пауза - нагрев» ............................................................ 3
После остывания места сварки до температуры 50 - 60 °С стеклоленту удаляют.
Примечание. При наличии у исполнителя ТУТ с коэффициентом радиальной усадки более 1/3 герметизацию конуса с полиэтиленовой оболочкой кабеля можно производить этой ТУТ. Для этой цели рекомендуется использовать двухслойную термоусаживаемую ленту типа «РАДЛЕН».

Рис. 12.2. Наплавление полиэтиленовой ленты под стеклолентой на стыке конуса с оболочкой кабеля
12.6.6. Для повышения механической прочности стыка поверх наплавленного слоя полиэтиленовой ленты на место стыка полиэтиленового конуса с оболочкой кабеля наматывают в два слоя пояски герметизирующей ленты из сэвилена или наносят клей-расплав ГИПК 14-13.
12.6.7. Надвигают на стык поясок ТУТ 30/15 (рис. 12.3) и усаживают его открытым пламенем. Аналогичную операцию производят на другом конце кабеля.
12.6.8. На уровне окончания полиэтиленовых конусов полиэтиленовую оболочку обоих концов кабеля надрезают и удаляют с сердечника. Снимают пластмассовые ленты или нити.
12.6.9. Ветошью, смоченной в бензине, а затем - сухой, удаляют с сердечника кабеля гидрофобное заполнение.
12.6.10. Из сердечника обоих концов кабеля освобождают центральные силовые элементы.
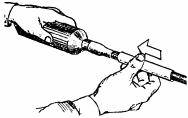
Рис. 12.3. Установка пояска ТУТ 30/15 на стык конуса с оболочкой кабеля
12.6.11. Под конуса подкладывают и примеряют один из желобов металлического каркаса, входящего в состав монтажного комплекта. Расстояние между конусами устанавливают таким, чтобы концы желоба перекрывали чуть больше половины их цилиндрической части. В каркас укладывают прокладку из полиэтиленовой пленки длиной 700 мм, шириной 115 мм (в состав комплекта не входит).
12.6.12. Если силовой элемент представляет собой нити СВМ в ПВХ оболочке, то его, освободив от ПВХ оболочки, связывают в середине муфты тройным узлом. Для предотвращения распушивания концов нитей поверх узла устанавливают гильзу, предварительно надвинутую на один из концов центрального элемента.
Если центральный элемент выполнен в виде стального троса в полиэтиленовой оболочке, то его восстанавливают путем спайки в середине муфты припоем ПОССу-30-2 с применением паяльной пасты ПБК-26м. Место пайки изолируется полиэтиленовой гильзой или липкой пластмассовой лентой.
12.6.13. Оптические волокна распределяют по кассетам и выводят в их окна. Устанавливают кассеты на металлический желоб (рис. 12.4 ).
12.6.14. С оптических волокон удаляют модульные трубки так, чтобы часть трубки осталась в кассете после выкладки запаса волокна. После удаления модульных трубок волокна протирают от гидрофобного заполнителя тампоном, смоченным в бензине Б-70 или в спирте.
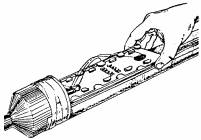
Рис. 12.4. Установка кассеты на каркас
12.6.15. После выполнения перечисленных выше рабочих операций приступают к сварке оптических волокон, для чего на оптическое волокно надвигают защитную термоусаживаемую гильзу КДЗС. На длине 30 мм удаляют защитное покрытие. Освобожденный от защитного покрытия участок волокна протирают тампоном, смоченным в спирте.
12.6.16. Для получения качественной сварки производят скол оптического волокна. В простейшем варианте применяются специальные устройства, в которых осуществлен принцип насечки и облома волокна на гибком элементе. При работе с таким устройством на оптическом волокне, отступив на 14 - 15 мм от начала его защитного покрытия, делают сначала насечку, а затем, изгибая упругий элемент, обламывают волокно в месте насечки (рис. 12.5).

Рис. 12.5. Скол оптического волокна
Скол должен быть ровным и перпендикулярным оси волокна. Качество скола следует определять с помощью микроскопа устройства для сварки. Если скол не получился, операции по удалению защитного покрытия и сколу следует повторить до получения требуемого качества. Аналогично подготавливают волокно другого конца кабеля.
Более качественные сколы оптического волокна получаются при применении скалывателей сложной конструкции с электронно-настраиваемыми ультразвуковыми вибрационными алмазными лезвиями.
12.6.17. Сварку оптических волокон двух строительных длин кабеля производят в соответствии с указаниями паспорта на устройство, которым производится сварка (рис. 12.6).

Рис. 12.6. Сварка оптического волокна
Сварку необходимо производить под контролем затухания стыка рефлектометром обратного рассеивания. Величина затухания сварного стыка, измеренного дважды: в направлении А - Б и Б - А, устанавливается в каждом конкретном случае отдельно, в зависимости от километрического затухания кабеля.
Получив положительные результаты измерений, на сварное соединение устанавливают и усаживают защитную термоусаживаемую гильзу КДЗС. Работу проводят под постоянным контролем затухания стыка.
12.6.18. Между фиксаторами гильз наносят немного липкого полиизобутиленового компаунда, затем укладывают усаженную гильзу и выкладывают волокно по периметру кассеты. Аналогично сваривают и выкладывают остальные волокна (рис. 12.7 ).

Рис. 12.7. Укладка трех соединенных оптических волокон и защитных гильз КДЗС в кассете
12.6.19. Сваривают оптические волокна, выведенные в окна следующих кассет. После сварки всех волокон порядок их счета следует отметить в паспорте на смонтированную муфту. Паспорт вкладывают в один из конусов муфты.
12.6.20. Над кассетами устанавливают вторую половинку металлического каркаса так, чтобы его корпус вошел в верхние пазы всех трех кассет (рис. 12.8).

Рис. 12.8. Установка второй половины каркаса
12.6.21. Желоба каркаса скрепляют между собой липкой лентой и надвигают на них цилиндрическую часть муфты. Полиэтиленовую поверхность возле герметизируемых стыков цилиндрической части муфты с конусами протирают бензином Б-70 и зачищают наждачной бумагой. Затем возле каждого стыка с обеих сторон наносят герметик (например, сэвилен, клей-расплав ГИПК-14-13, КРУС-1, КРД). На каждый стык устанавливают и усаживают открытым пламенем пояски ТУТ 100/50 шириной по 100 мм (рис. 12.9).

Рис. 12.9. Усадка пояска ТУТ 100/50 на стыке цилиндрической части муфты с конусом
МОНТАЖ РАЗВЕТВИТЕЛЬНОЙ МУФТЫ МГОКР
12.7. Монтаж разветвительной муфты МГОКР следует производить аналогично монтажу прямой муфты МГОК, поэтому, в основном следует руководствоваться указаниями, изложенными в п. 12.6, с дополнительным выполнением рабочих операций, приведенных ниже.
12.7.1. После удаления загрязнений с концов разветвляемого и ответвляемых кабелей на них надвигают: на конец разветвляемого кабеля - поясок ТУТ 30/15 шириной 70 мм, поясок ТУТ 100/50 шириной 100 мм и полиэтиленовый конус, а на концы ответвляемых кабелей - по одному пояску ТУТ 30/15 шириной 70 мм и оголовник муфты.
12.7.2. Стыки ответвлений оголовника герметизируют наплавлением полиэтиленовой ленты под стеклолентой, а затем поверх наплавленного слоя надвигают и усаживают пояски ТУТ 30/15. При наличии ТУТ соответствующего типоразмера с коэффициентом радиальной усадки более 1/3 герметизацию производят этой трубкой. Для этой цели рекомендуется использовать двухслойную термоусаживаемую ленту типа «РАДЛЕН».
12.7.3. Приварку полиэтиленового конуса и разделку кабеля производят, как это указано в пп. 12.6.5 - 12.6.10.
12.7.4. Под приваренный полиэтиленовый конус подкладывают, а в оголовник вводят, один из желобов металлического каркаса. Расстояние между конусом и оголовником следует установить так, чтобы конец желоба перекрывал чуть больше половины конуса.
12.7.5. Соединение трех центральных силовых элементов производят так же, как это описано в п. 12.6.12. Все три элемента соединяют в середине муфты. Над соединением устанавливают полиэтиленовую гильзу.
12.7.6. Производят разделку, маркировку оптических волокон, вывод их через окна кассет, установку кассет, сварку и выкладку оптических волокон в соответствии с указаниями пп. 12.6.13 - 12.6.18. На рис. 12.10 показана разветвительная муфта после сварки и выкладки всех оптических волокон.

Рис. 12.10. Разветвительная муфта после сварки и выкладки ОВ
12.7.7. На смонтированный сросток надевают вторую половину металлического каркаса. Половины каркаса скрепляют между собой липкой лентой. Надвигают цилиндрическую часть на конус и в оголовник.
12.7.8. Герметизацию стыка цилиндрической части муфты с конусом производят пояском ТУТ 100/50 шириной 100 мм, а стыка оголовника муфты с ее цилиндрической частью - наплавлением полиэтиленовой ленты под стеклолентой. Для этого на стык наматывают десять слоев полиэтиленовой ленты и четыре слоя стеклоленты. Режим сварки приведен ниже:
· общее время сварки, мин .............................................................................. 17
· время начального нагрева, мин .................................................................... 5
· паузы, мин ...................................................................................................... 1
· время последующего нагрева, мин .............................................................. 1
· количество циклов «пауза - нагрев» ............................................................ 6
12.7.9. Далее производят выкладку запаса кабеля в колодце и установку муфты на консолях.
содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..