содержание .. 80 81 82 83 84 85 86 87 88 89 ..
ЗИЛ-5301. Сборка рессор
Перед сборкой рессорные листы надо смазать графитной смазкой. Сборка рессор производится в приспособлении, показанном на рис. 1.
 рис.
1 рис.
1 |
При замене резинометаллических шарниров перед установкой их надо смазать мыльным раствором. Последовательность установки резиновых втулок следующая: вначале распорная втулка 25 (см. рис. 2) подсобирается с одной из втулок, затем эта втулка запрессовывается в ушко рессоры и после этого с другой стороны устанавливается вторая втулка.
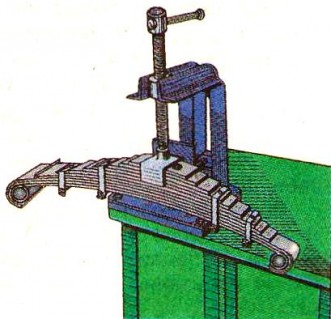 рис.
2 рис.
2 |
Запрессовка шарниров в ушко рессоры с помоi4ью специальных оправок (см. рис.3).
 рис.
3 рис.
3 |
Сборку рессор надо производить в следующей последовательности:
1. Отобрать комплект листов;
2. Смазать поверхность листов графитной смазкой у рессор без пластмассовых прокладок или вставить прокладки;
3. Вставить в отверстие под центровой болт установочную оправку диаметром 9 мм;
4. Сжать центральную часть рессоры максимально близко от оправки и вынуть ее;
5. Установить вместо оправки центровой болт головкой к последнему короткому листу рессоры и затянуть гайку моментом 40÷50Нм;
6. Установить хомуты и затянуть их болтами с гайками. Момент затяжки гаек хомутов передних и задних рессор должен быть в пределах 40÷50 Нм;
7. Снять рессору из приспособления (тисков, струбцин и т.д.) и удалить с нее лишнюю с мазку.
 рис.
4 рис.
4 |
После сборки рессоры должны быть подвергнуты двукратной осадке нагрузкой, указанной в таблице и рис. 4. После этого надо замерить величину контрольной стрелы Н, установив рессору на стол пресса и нагрузив нагрузкой.
Величина нагрузки и стрелы прогиба определяется в зависимости от модели рессор, которые установлены на данном автомобиле, в зависимости от года выпуска.
Величину Н определяют следующим образом. Рессору нагрузить контрольной нагрузкой Р и произвести первый замер контрольной стрелы Н, затем нагрузить рессору дополнительной нагрузкой 3000.. .5000 Н
и сразу снять ее, оставив контрольную нагрузку Р, произвести второй замер Н. Из полученных двух значений величины Н получить среднюю арифметическую, которая должна быть не ниже значений, приведенных в таблице.
|
Тип рессор
|
Контрольная нагрузка Ркг Н
|
Стрела прогиба в свободном состоянии (размер для справок) Н, мм
|
Стрела прогиба под контрольной нагрузкой Н кг мм |
Нагрузка осадки Р, Н
|
|
Передняя, пять листов прямоугольного профиля 75х9,5 или 75х10 мм передняя, пять листов; 1 и 5 листы - прямоугольного профиля 75х10 мм; 2, 3, 4 листы - Т - образного профиля 75х11 мм |
9500 10000 |
247 177 |
42±6 42±10 |
19500….27500 24500…27000 |
|
Задняя, 11 листов прямоугольного профиля 75х10 мм, диаметр ушков 44 мм |
21000 |
157 |
32±6 |
47000...27500 |
|
Задняя, 11 листов, 1, 2 и 11 листы - прямоугольного профиля 75х10 мм; 3...10 листы - Т- образного профиля75х12 мм; диаметр ушков 44 или 50 мм |
21000 |
152 |
22±10 |
50000...60000 |
Осадку и проверку передних и задних рессор следует производить на подвижных опорах. Схема испытаний показана на рис.4
После сборки и испытания передних и задних рессор установить их на место вместе с амортизаторами на автомобиль в последовательности, обратной их демонтажу.
содержание .. 80 81 82 83 84 85 86 87 88 89 ..