Defender 90 / 110 / 130. Manual - part 29
2.25
LITRE PETROL AND DIESEL CYLINDER HEAD
.
. . .
EXAMINATION OF COMPONENTS
Petrol engine
32. Examine
t h e
cylinder head
cracks and
distortion. Burnt, pitted and pocketed seats must
be repaired.
Diesel engine
33. Same as for petrol engine and in addition, worn or
damaged exhaust seat inserts should be renewed,
as described later.
Hot
and
injector shrouds
-
examine and
renew
When carrying
out normal top overhaul work on the
cylinder head
i t
is not necessary to
either the
injector shrouds o r
hot plugs.
Small surface cracks
in the hot plug, extending from the
opening to approximately
i n )
in
length
can be ignored. However any severe
appear on
the face
of the hot plug, before attempting to remove
i t ,
closely inspect t h e cylinder head for
signs
of cracks,
particularly between the inlet and exhaust valve seats.
Such cracking indicates that the engine has overheated,
usually through lack o f coolant, and the cylinder head
scrapped.
. .
,
34.
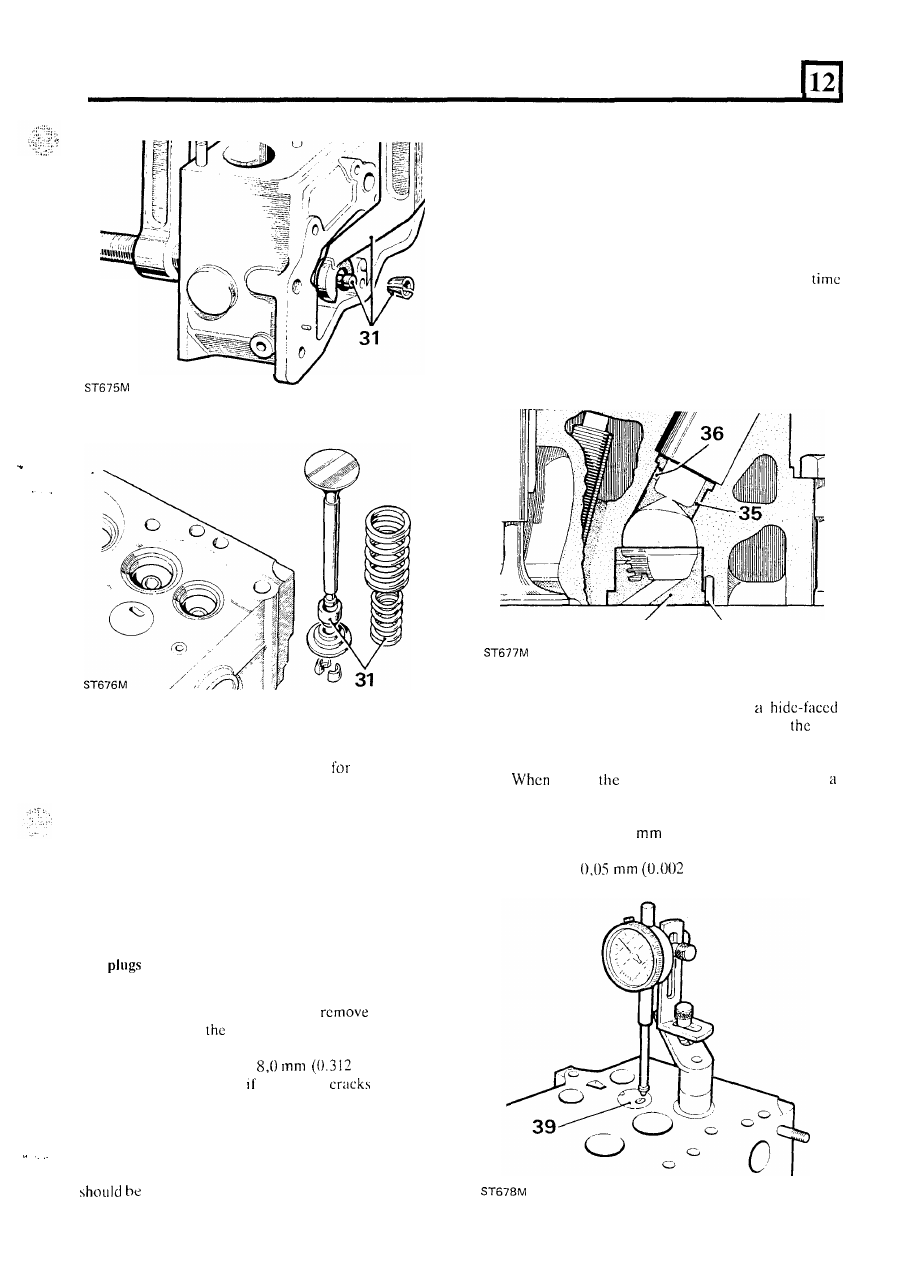
To remove a hot plug, insert
a thin soft metal drift
through the injector shroud throat and tap the
hot
plug from the inside. Once removed a faulty hot
plug cannot be restored and must be renewed.
35. I f the injector shroud is damaged, drift the shroud
out towards the injector bore.
36. Thoroughly clean out the combustion chamber.
The
hole in the side of the injector shroud is for
manufacturing purposes only but at the same
can be used as a guide when refitting the shroud.
37. Smear a little oil on t h e shroud and insert into the
cylinder head with the
hole pointing towards the
centre
of t h e cylinder head, and drift into
position.
34
38
38. Fit the hot plugs by tapping
with
mallet, and locate with a new roll pin.
If
hot
plugs are loose
in the cylinder head they may be
retained
with
a little grease.
39.
fitted,
hot plugs must be checked with
dial test indicator to ensure that they
do
not
protrude above the level
of the cylinder head Cace
more than
0,025
(0.001
in) and are not
recessed below the level of the cylinder head face
more than
i n ) .
I
35