Engine Iveco C10/C13/C78/Cursor 13/Cursor 78. Manual - part 108
Checking head bearing surface on cylinder
block
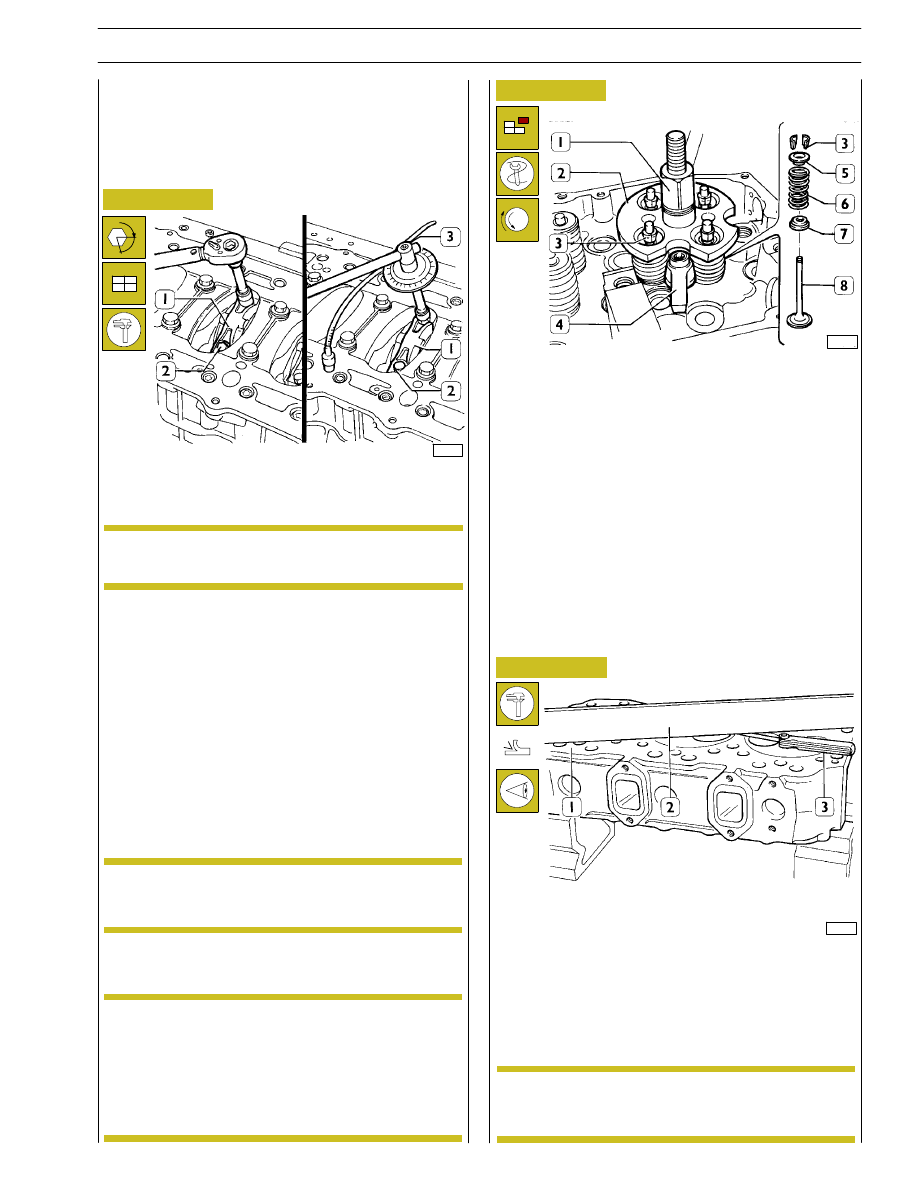
Mount the connecting rod caps (1) together with the bearing
shells. Tighten the screws (2) fixing the connecting rod caps
to a torque of 60 Nm (6 kgm). Using tool 99395216 (3),
further tighten the screws with an angle of 60
°.
47594
47583
36159
Figure 73
Figure 74
Figure 75
Mount and secure the tool 99360263 (2) with the bracket
(4). Screw down with the device 99360261 (1) to be able to
remove the cotters (3). Take out the tool (2) and extract the
top plate (5), spring (6) and bottom plate (7).
Repeat this process on all the valves.
Turn over the cylinder head and take out the valves (8).
Check the supporting surface (1) of the head on the cylinder
block with a rule (2) and a feeler gauge (3). If you find any
deformation, level the head on a surface grinder; maximum
amount of material that can be removed 0.2 mm.
Checking crankpin assembly
clearance
To measure the clearance, carry out the following
operations.
Connect the connecting rods to the relevant journals of the
crankshaft, placing a length of calibrated wire on the journals.
α
(Demonstration)
After this process, you need to check the valve
recessing and injector protrusion.
Remove the caps and determine the clearance by comparing
the width of the calibrated wire with the graduated scale on
the case containing the calibrated wire.
Upon final assembly: check the diameter of the thread of the
screws (2), it must be no less than 13.4 mm; if it is, change the
screw. Lubricate the crankpins and connecting rod bearings.
Tighten the screws (2) as described above.
The thread of the screws (2), before assembly, has
to be lubricated with engine oil.
NOTE
CYLINDER HEAD
Before dismounting cylinder head, check cylinder head for
hydraulic seal by proper tooling; in case of leaks not caused
by cup plugs or threaded plugs, replace cylinder head.
In case of plugs dismounting/replacement, on
mounting, apply sealant Loctite 270 on plugs.
NOTE
Dismounting the valves
Before dismounting cylinder head valves, number
them in view of their remounting in the position
observed on dismounting should they not have to
be overhauled or replaced.
NOTE
NOTE
SECTION 4 - OVERHAUL AND TECHNICAL SPECIFICATIONS
37