Isuzu Amigo / Axiom / Trooper / Rodeo / VehiCross. Manual - part 91
4A2–22
DIFFERNTIAL (REAR)
425RW018
Preload should be at 1.0 to 1.6 N·m (8 to 14 in lbs.)
on new bearings, or 0.46 to 0.69 N·m (4 to 6 in lbs.)
for used bearings.
D
If the preload torque is below the preloads given
above, continue torquing the nut in small
increments. Check the preload after each
tightening. Each tightening increases the bearing
preload by several pounds. If the bearing preload is
exceeded, the pinion will have to be removed, and a
new collapsible spacer installed.
D
Once a preload of 1.0 to 1.4 N·m (8 to 12 in lbs.)
has been obtained, rotate the pinion several times
to assure that the bearings have seated. Recheck
the preload, and adjust if necessary.
Determination of Backlash & Preload
Shims
1. Install master side bearings onto the case.
2. Install differential assembly into the carrier.
3. Install the bearing cap and finger tight bolts.
4. Set up the dial indicator.
5. Force the differential assembly away from the pinion
gear until it is completely seated against the cross
bore face of the carrier.
6. With force still applied to the differential case, place
the tip of dial indicator on a machined surface of the
differential case, if available, or on the head of a ring
gear screw, and set the indicator at zero(0).
7. Force the ring gear to mesh with the pinion gear. Rock
the ring gear slightly to make sure the gear teeth are
meshed. Repeat this procedure several times until
the same reading is obtained each time. Be sure the
indicator reads zero(0) each time the ring gear is
forced back into contact with the cross bore face. This
reading will be the necessary amount of shims to be
placed between the differential case and side bearing
cone on the ring gear side.
8. The remaining amount of shims, which is the
difference between the overall found in step 6 of Side
Bearing Pre-load Adjustment and step(7) above,
should be placed on the other side of the differential
case, plus additional 0.38 mm (0.015 in) for obtaining
preload and backlash.
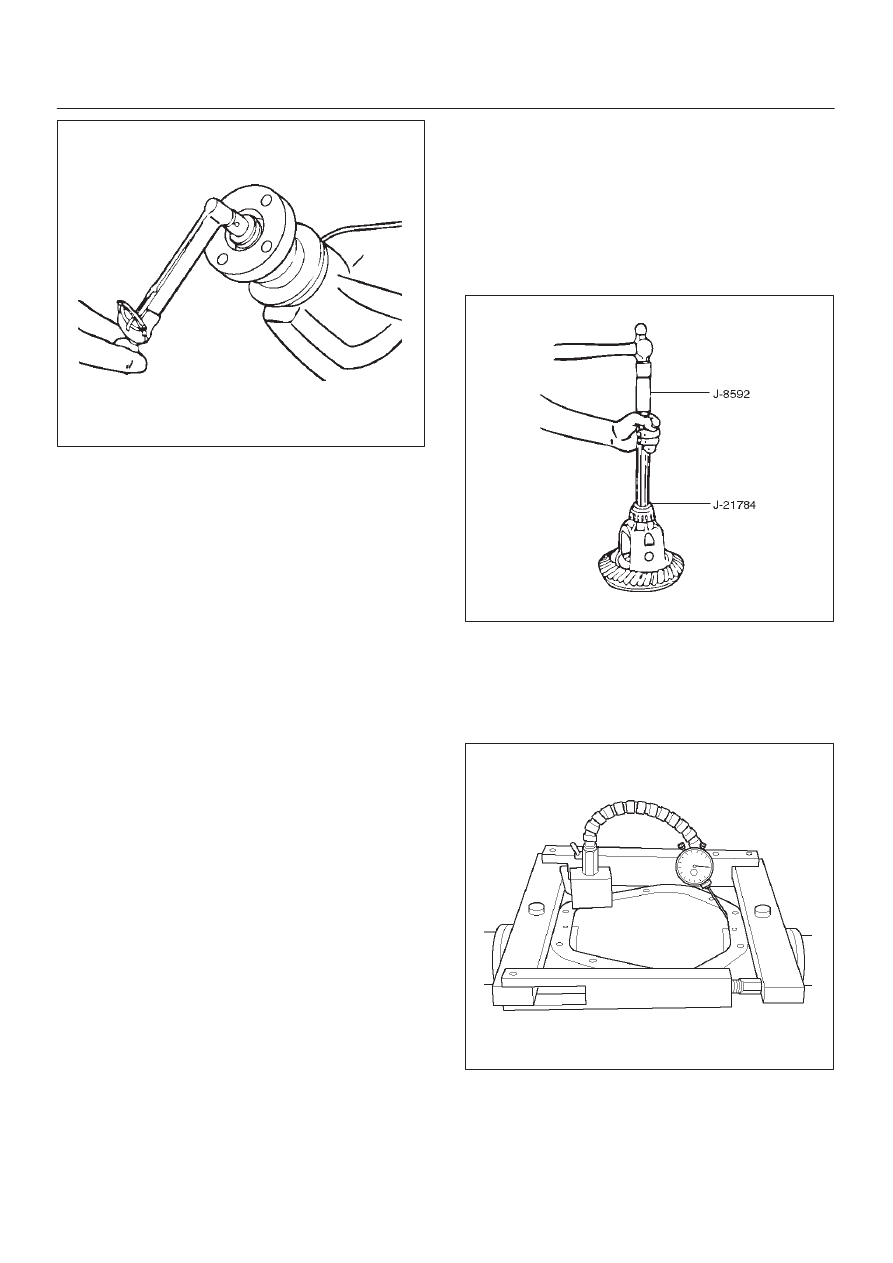
9. Place the required amount of shims on each hub as
determined in the previous steps and assemble side
bearing cone by using installer J–21784 and handle
J–8592.
425RW022
10. Total torque to rotate — Increase of pinion torque to
rotate due to differential case assembly shall not
exceed 3.4 N·m (30 in lbs.) divided by the gear ratio.
11. Assembly the spreader J–24385–B and indicator to
the carrier as shown in figure. Spread the carrier
0.5 mm (0.02 in) for differential installation.
420RW004
CAUTION: Do not spread the carrier over 0.5 mm
(0.02 in).
12. Remove the indicator.