Dodge Dakota (R1). Manual - part 592
can be smoothed off with 320/400 grit emery cloth
followed by polishing with crocus cloth. Replace the
shift shaft bushing or bearing if damaged.
Replace the shaft lever and bushing if either part
is deformed, or worn. Do not attempt to salvage these
parts as shift fork binding will occur. Replace the roll
pin that secures the lever to the shaft.
FRONT/REAR HOUSINGS AND BEARING
RETAINERS
Clean the gears, shafts, shift components and
transmission housings with a standard parts clean-
ing solvent. Do not use acid or corrosive base sol-
vents. Dry all parts except bearings with compressed
air.
Clean the shaft bearings with a mild solvent such
as Mopar® degreasing solvent, Gunk or similar sol-
vents. Do not dry the bearings with compressed air.
Allow the bearings to either air dry or wipe them dry
with clean shop towels.
Inspect the housings carefully. Look for cracks,
stripped threads, scored mating surfaces, damaged
bearing bores or worn dowel pin holes. Minor nicks
on mating surfaces can be dressed off with a fine file
or emery cloth. Damaged threads can be renewed by
either re-tapping or installing Helicoil inserts.
NOTE: The front housing contains the countershaft
front bearing race. The rear housing contains the
countershaft rear bearing race. If a countershaft
bearing failure results, the bearing races must be
replaced also.
Inspect input shaft bearing retainer. Be sure the
release bearing slide surface of the retainer is in
good condition. Minor nicks on the surface can be
smoothed off with 320/420 grit emery cloth and final
polished with oil coated crocus cloth. Replace the
retainer seal if necessary.
Inspect output shaft bearing retainer. Be sure the
U-shaped retainer is flat and free of distortion.
Replace the retainer if the threads are damaged or if
the retainer is bent or cracked.
COUNTERSHAFT BEARINGS AND RACES
The countershaft bearings are standard tapered
roller bearings with matching races. The races are
pressed into the front and rear housings. Inspect
countershaft bearings and races for abnormal wear
or damage.
REVERSE IDLER COMPONENTS
Inspect idler gear, bearing, shaft, thrust washer
and support for excessive wear or failure (Fig. 34).
Replace bearing if any of the needle bearing rollers
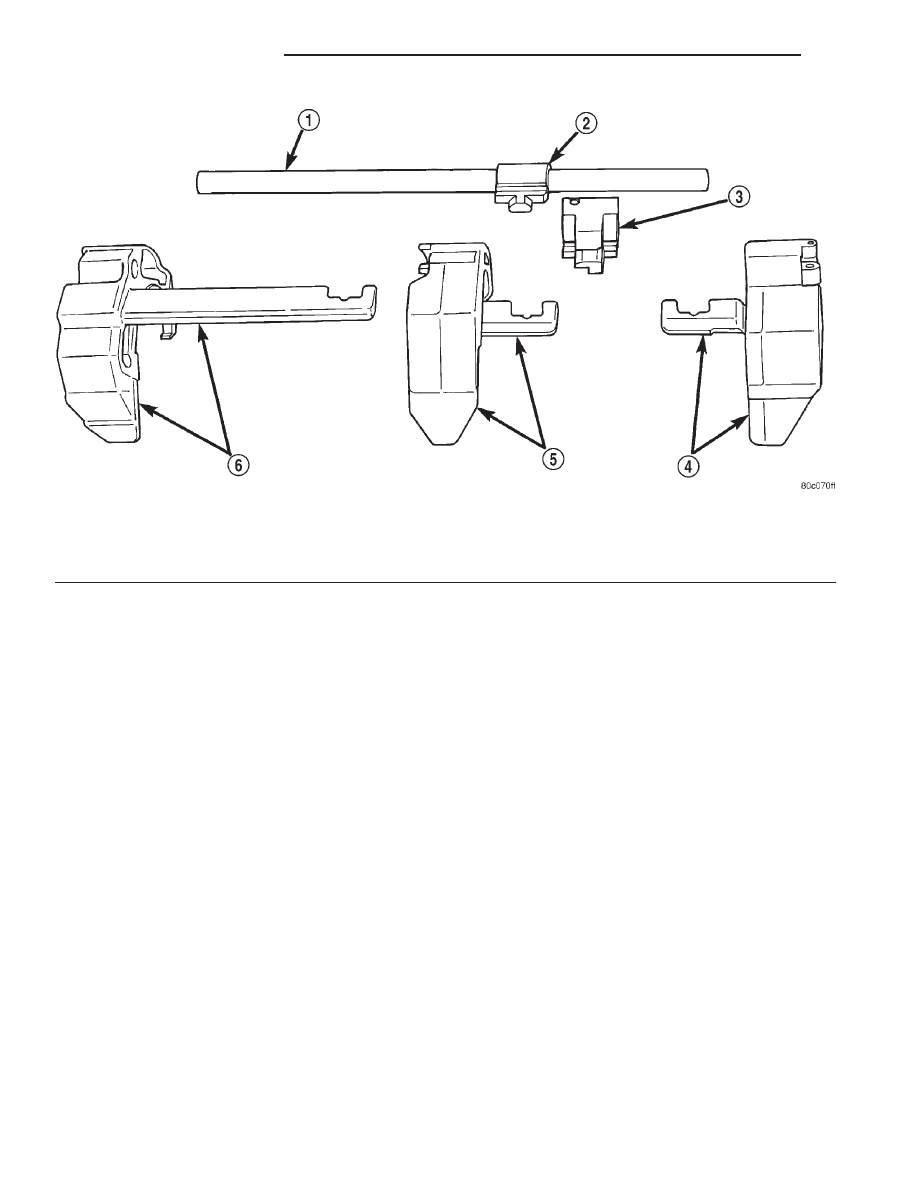
Fig. 33 SHIFT FORKS AND SHAFT
1 - SHIFT SHAFT
2 - SHAFT LEVER
3 - SHAFT LEVER BUSHING
4 - 3-4 SHIFT FORK
5 - 1-2 SHIFT FORK
6 - FIFTH-REVERSE SHIFT FORK
21 - 12
MANUAL - NV1500
AN
MANUAL - NV1500 (Continued)