Dodge Dakota (R1). Manual - part 464
STANDARD PROCEDURE—PISTON FITTING
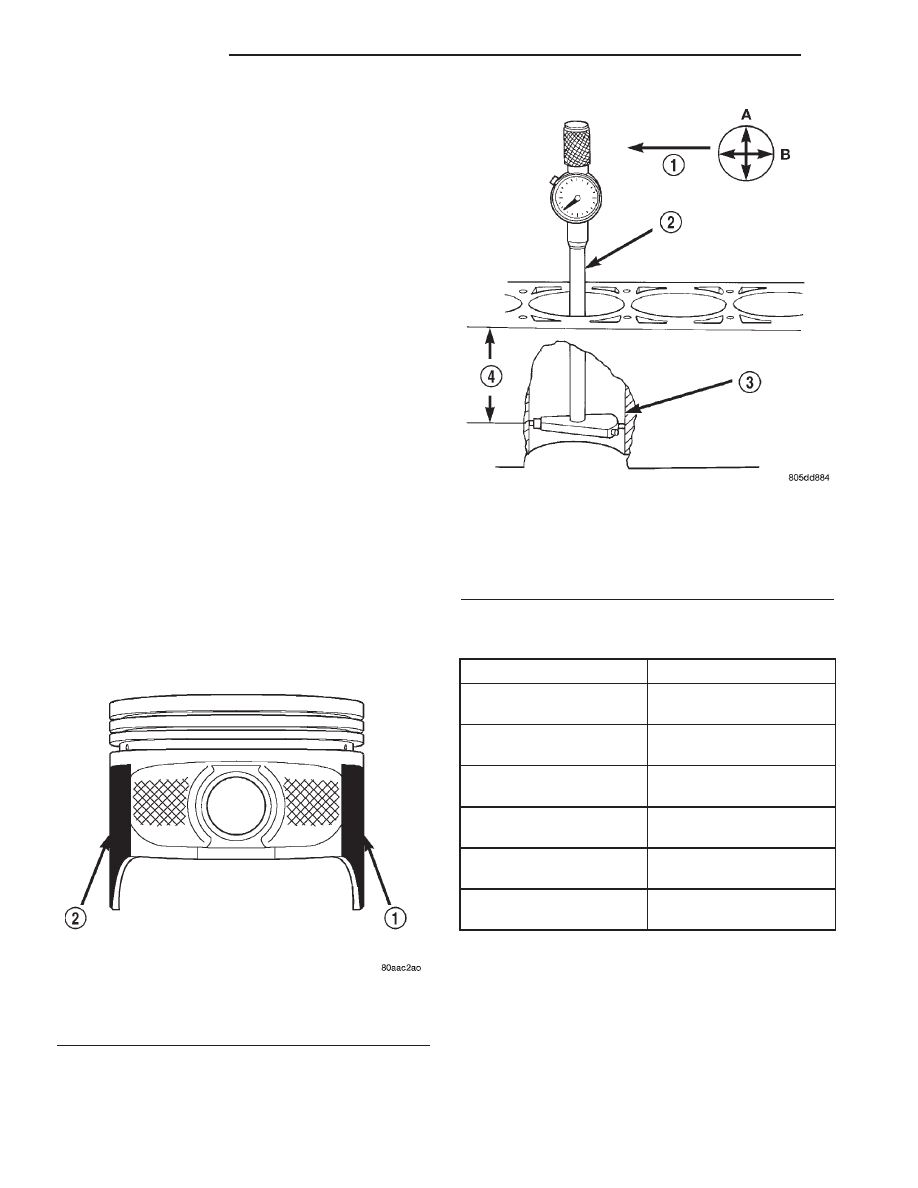
(1) To correctly select the proper size piston, a cyl-
inder bore gauge, capable of reading in 0.003 mm (
.0001 in.) INCREMENTS is required. If a bore gauge
is not available, do not use an inside micrometer.
(2) Measure the inside diameter of the cylinder
bore at a point 49.5 mm (1-15/16 inches) below top of
bore. Start perpendicular (across or at 90 degrees) to
the axis of the crankshaft at point A and then take
an additional bore reading 90 degrees to that at point
B (Fig. 51).
(3) The coated pistons will be serviced with the
piston pin and connecting rod pre-assembled. The
coated piston connecting rod assembly can be
used to service previous built engines and
MUST be replaced as complete sets. Tin coated
pistons should not be used as replacements for coated
pistons.
(4) The coating material is applied to the piston
after the final piston machining process. Measuring
the outside diameter of a coated piston will not pro-
vide accurate results (Fig. 50). Therefore measuring
the inside diameter of the cylinder bore with a dial
Bore Gauge is MANDATORY. To correctly select the
proper size piston, a cylinder bore gauge capable of
reading in 0.003 mm (.0001 in.) increments is
required.
(5) Piston
installation
into
the
cylinder
bore
requires slightly more pressure than that required
for non-coated pistons. The bonded coating on the
piston will give the appearance of a line-to-line fit
with the cylinder bore.
PISTON SIZE CHART
CYLINDER BORE SIZE
PISTON LETTER SIZE
98.438 - 98.448 mm
(3.8755 - 3.8759 in.)
A
98.448 - 98.458 mm
(3.8759 - 3.8763 in.)
B
98.458 - 98.468 mm
(3.8763 - 3.8767 in.)
C
98.468 - 98.478 mm
(3.8767 - 3.8771 in.)
D
98.478 - 98.488 mm
(3.8771 - 3.8775 in.)
E
98.488 - 98.498 mm
(3.8775 - 3.8779 in.)
F
REMOVAL
(1) Remove the engine cylinder head cover (Refer
to
9
-
ENGINE/CYLINDER
HEAD/CYLINDER
HEAD COVER(S) - REMOVAL).
(2) Remove the rocker arms, bridges and pivots.
(3) Remove the push rods.
(4) Remove the engine cylinder head (Refer to 9 -
ENGINE/CYLINDER HEAD - REMOVAL).
Fig. 50 Moly Coated Piston
1 - MOLY COATED
2 - MOLY COATED
Fig. 51 Bore Gauge
1 - FRONT
2 - BORE GAUGE
3 - CYLINDER BORE
4 - 38 MM
(1.5 in)
9 - 44
ENGINE 2.5L
AN
PISTON & CONNECTING ROD (Continued)