Chery Amulet Engine. Manual - part 7
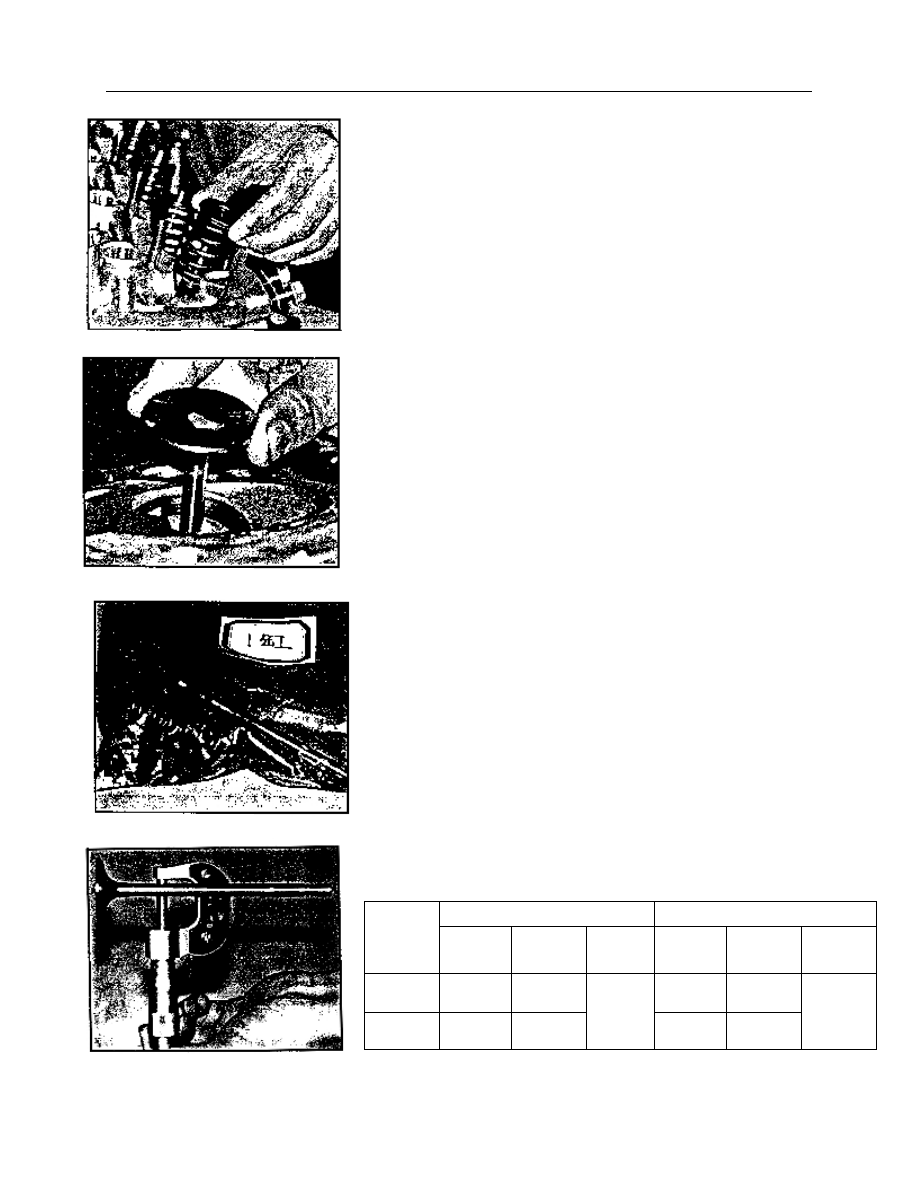
5.Valve, valve spring, valve oil seal, spring seat assembly
removal and
installation:
Removal:
Using special tools for valve compression, take out valve
locking pieces, don't compress spring excessively, compress
spring enough to slip locking pieces out of its stroke, or valve
stem may be bent.
If valve locking pieces do not come out during spring
compression, remove compression tools, put an appropriate
pipe on spring seat, so the valve locking piece will not be
impacted. Put a wooden block on valve head (with cylinder
head combustion chamber facing workbench), and then strike
pipe end with hammer.
Reinstall special tools for valve spring compression, locking
pieces may be taken out. After locking piece is taken out,
remove compression tools by unbolting slowly.
——Remove valve spring seat and valve spring,take out
valve oil seal spring seat assembly with screwdriver, and
valve oil seal spring seat must be replaced.
——Overturn cylinder head ,remove intake and exhaust
valves.
——Keep each set of valve, valve locking pieces, valve
spring, spring seat in the same plastic bag and mark numbers
on it, so the parts may be installed in the original place.
——Valve standard sizes and clearance:
Unit:mm
Intake valve
Exhaust valve
Grade
Valve stem
diameter
Valve guide
hole
diameter
Clearance
Valve stem
diameter
Valve guide
hole
diameter
Clearance
Standard
8.043+0
-0.018
8.063-8.094
8.017+0
-0.018
8.063-8.094
Oversize0.4
8.443+0
-0.018
8.463-8.494
0.02-0.069
8.417+0
-0.018
8.463-8.494
0.046-0.095
Fig.38
Fig. 39
Fig. 40
Fig. 4
1