Snowmobile Ski Doo REV SERIES (2004 year). Manual - part 31
Section 04 ENGINE
Subsection 01 (593, 593 HO, 593 HO SDI AND 793 HO ENGINE TYPES)
A32CAUA
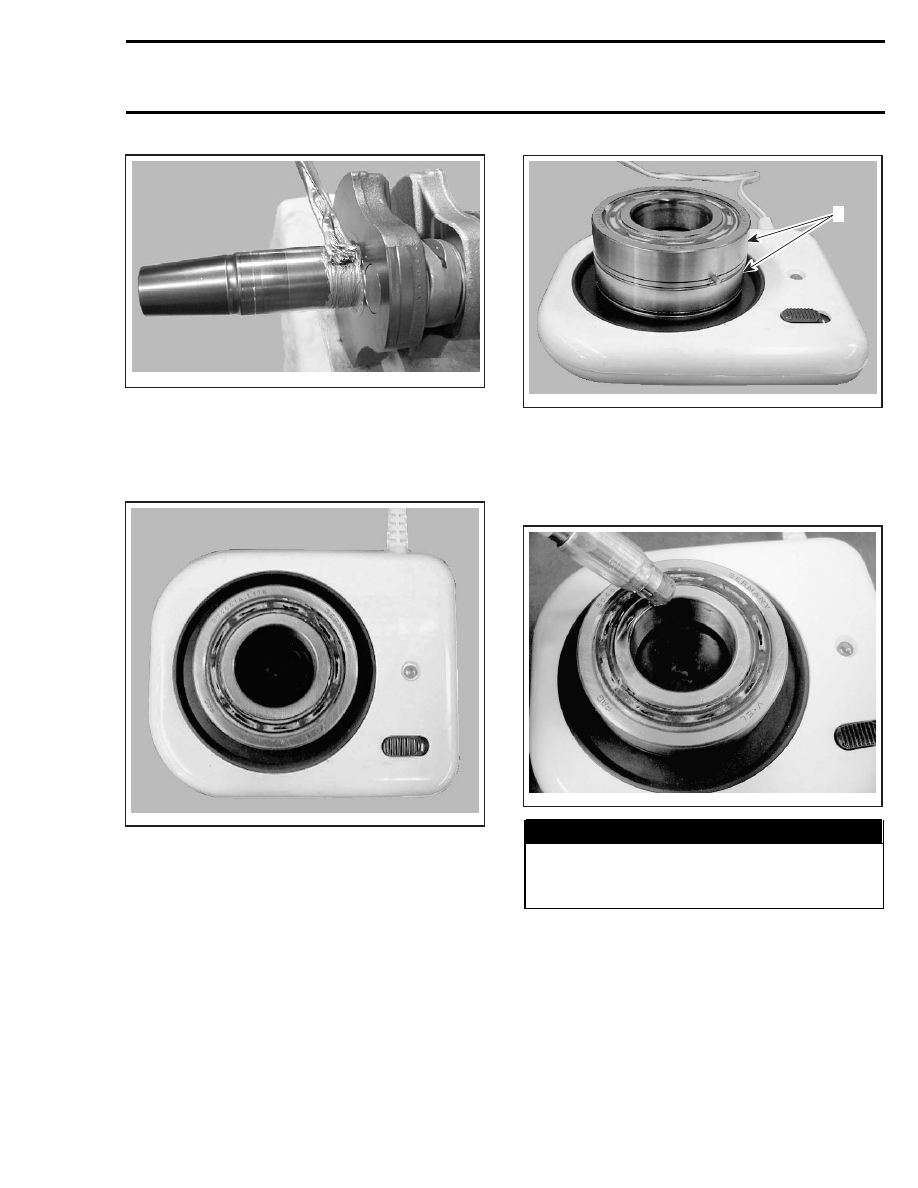
Heat up the bearing(s) using bearing heater
(P/N 529 035 969). This will expand bearings
and ease installation. If required, put a suitable
plate or shim to avoid the direct contact between
integrated seal with the heating surface.
A32CB7A
CAUTION: Bearing(s) should not be heated to
more than 80°C (176°F). Do not heat bearing(s)
on direct flame, or with a heat gun or in an
oil bath. Inappropriate bearing(s) heating may
result in inner seals or cage failure.
Turn bearing several times to obtain an even heat-
ing process.
NOTE: Normally it takes approximately 10 min-
utes to heat up a bearing so in the event of replac-
ing bearing, it’s recommended to start the bearing
heating process prior to removal operation. Two
bearings can be heated at the same time on one
bearing heater.
A32CB8A
1
1. Bearings
Probe the inner race of the bearing with the tem-
perature indicator stick (P/N 529 035 970). Stick
will liquefy when the bearing reach the proper
temperature
A32CB9A
WARNING
Do not touch heated bearing with bare hands.
Always wear heat resisting gloves before
handling the heated bearing(s).
Slide in the inner PTO bearing with the integrated
seal facing crankshaft. Push bearing to end posi-
tion.
mmr2004-Rev
105