Snowmobile Polaris High Performance (2001 year). Manual - part 26
ENGINE
2.50
Cylinder Service
Maximum engine performance and easy starting are directly related to the compression of the fuel and air mixture
in the combustion chamber. It is important that the cylinder walls are concentric, smooth and perpendicular to
the crankshaft center line. All new engines have these characteristics built into them, however, the stresses and
heat of operation may cause the bore to distort or score, resulting in loss of compression and power.
Inspection
A simple way of checking cylinder/piston condition is to remove the exhaust manifold and look into the exhaust
port. If there is a considerable amount of blow by (brown or black carbon deposit) under the piston rings, the
cylinder should be removed and honed. The piston rings should be replaced also.
The cylinder should always be inspected whenever an engine has been disassembled for repair or any time a
loss of power or cylinder cranking compression is noted. A visual inspection after the cylinder head is removed
will reveal if the cylinder should be removed for honing. Inspect for any scratches or signs of scoring or brown
areas which indicate ring leakage and distortion.
Cylinder Honing
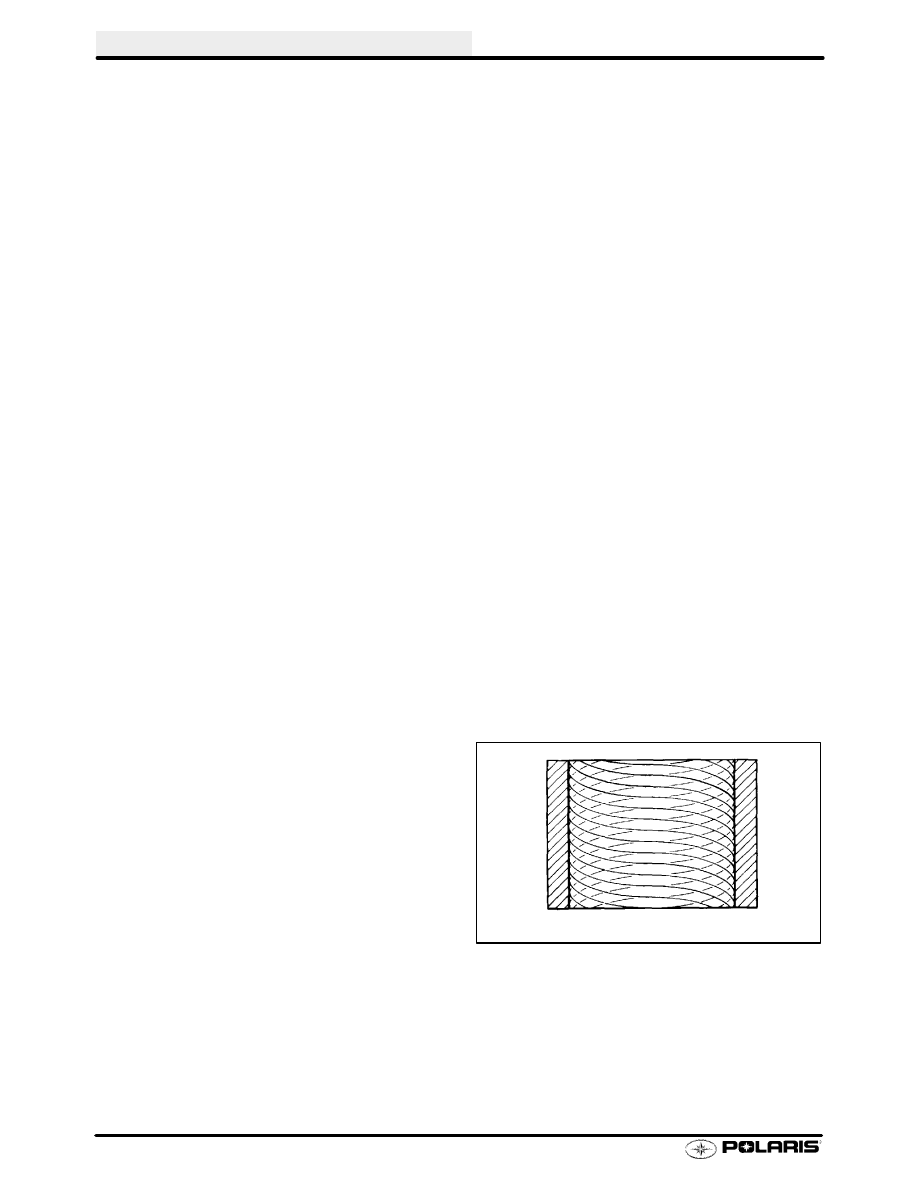
The cylinder bore must be de-glazed whenever new piston rings are installed*. A light honing with fine stones
removes only a very small amount of material. A proper crosshatch pattern is important to provide a surface that
will hold oil, and allow rings to seat properly. If the crosshatch is too steep, oil retention will be reduced. A cross-
hatch angle which is too shallow will cause ring vibration, poor sealing, and overheating of the rings due to blow-by
and reduced contact with the cylinder wall. Service life of the pistons and rings will be greatly reduced.
* Except Nicasil
Cylinder Hone Selection
Selecting a hone which will straighten as well as remove material from the cylinder is very important. Honing a
cylinder with a spring loaded glaze breaker is never advised. Polaris recommends using a rigid type hone which
also has the capability of oversizing. These hones are manufactured by such companies as Sunnen Products
Company of St. Louis, Missouri; and Ammco Tools, Inc., of North Chicago, Illinois.
De-glazing
If cylinder wear or damage is minimal, hone the cylinder lightly with finish stones following the procedure outlined
on page 2.51
Honing To Oversize
If cylinder wear or damage is excessive, it will be nec-
essary to oversize the cylinder using a new oversize
piston and rings. This may be accomplished by either
boring the cylinder and then finish honing to the final
bore size, or by rough honing followed by finish honing.
For oversize honing always wet hone using honing oil
and a coarse roughing stone. Measure the piston (see
piston measurement) and rough hone to the size of the
piston or slightly larger. Always leave .002 - .003
(.05
- .07 mm) for finish honing. Refer to the Snowmobile
Service Manual for piston to cylinder specifications be-
fore honing. Complete the sizing with fine grit stones
to provide the proper cross-hatch finish and required
piston clearance. See procedure on page 2.51.
EXAMPLE OF CROSS HATCH PATTERN