SsangYong Rexton. Manual - part 389
DIESEL ENGINE MECHANICAL 1B3-131
SSANGYONG Y200
Tools Required
601 589 00 66 00
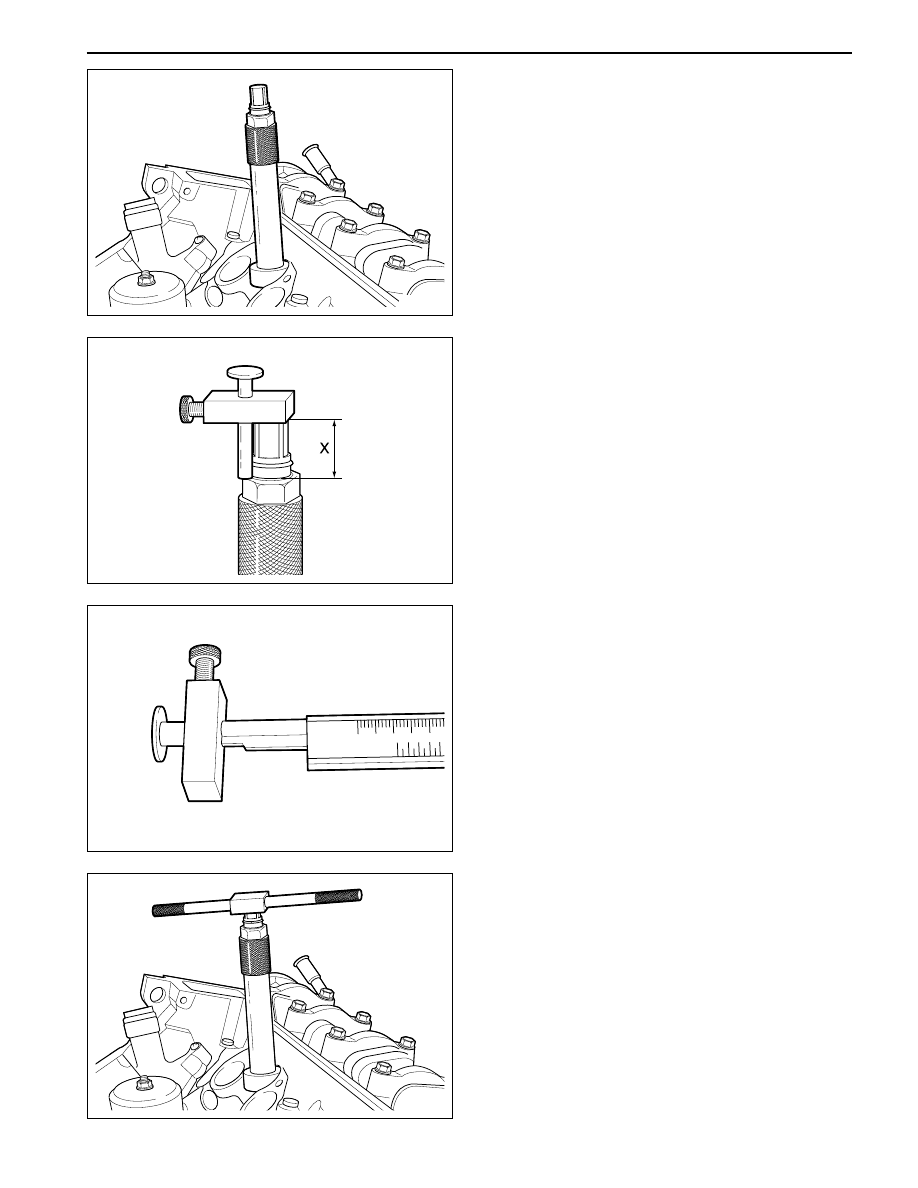
Counter Sink
607 589 00 23 00
Height Gauge
Milling of the Prechamber Sealing Surface
1. Remove the injection nozzle.
2. Remove the prechamber.
3. Cover the prechamber bore to avoid any chips
dropping into the combustion chamber.
4. Remove the protective sleeve from the counter sink
601 589 00 60 00 and rotate the counter sink 601
589 00 60 00 into the prechamber bore to be
machined as far as the stop.
7. Mount the turning tool onto the counter sink 601
589 00 60 00 and rotate to the right approx. 5
revolutions by applying slight pressure.
6. Measure the ‘X’ by using a vernier caliper.
5. Maintain size ‘X’ from the top edge of mandrel to
the top edge of the sleeve with the height gauge
667 589 00 23 00.
YAD1BJ50
YAD1BJ60
YAD1BJ70
YAD1BJ80