содержание .. 22 23 24 25 ..
Peugeot 405. Manual - part 24
correct reassembly. Discard the circlips - new
ones must be used on refitting.
16 Examine the gudgeon pin and connecting
rod small-end bearing for signs of wear or
damage. Wear can be cured by renewing both
the pin and bush. Bush renewal, however, is a
specialist job - press facilities are required,
and the new bush must be reamed accurately.
17 The connecting rods themselves should
not be in need of renewal, unless seizure or
some other major mechanical failure has
occurred. Check the alignment of the
connecting rods visually, and if the rods are
not straight, take them to an engine overhaul
specialist for a more detailed check.
18 Examine all components, and obtain any
new parts from your Peugeot dealer. If new
pistons are purchased, they will be supplied
complete with gudgeon pins and circlips.
Circlips can also be purchased individually.
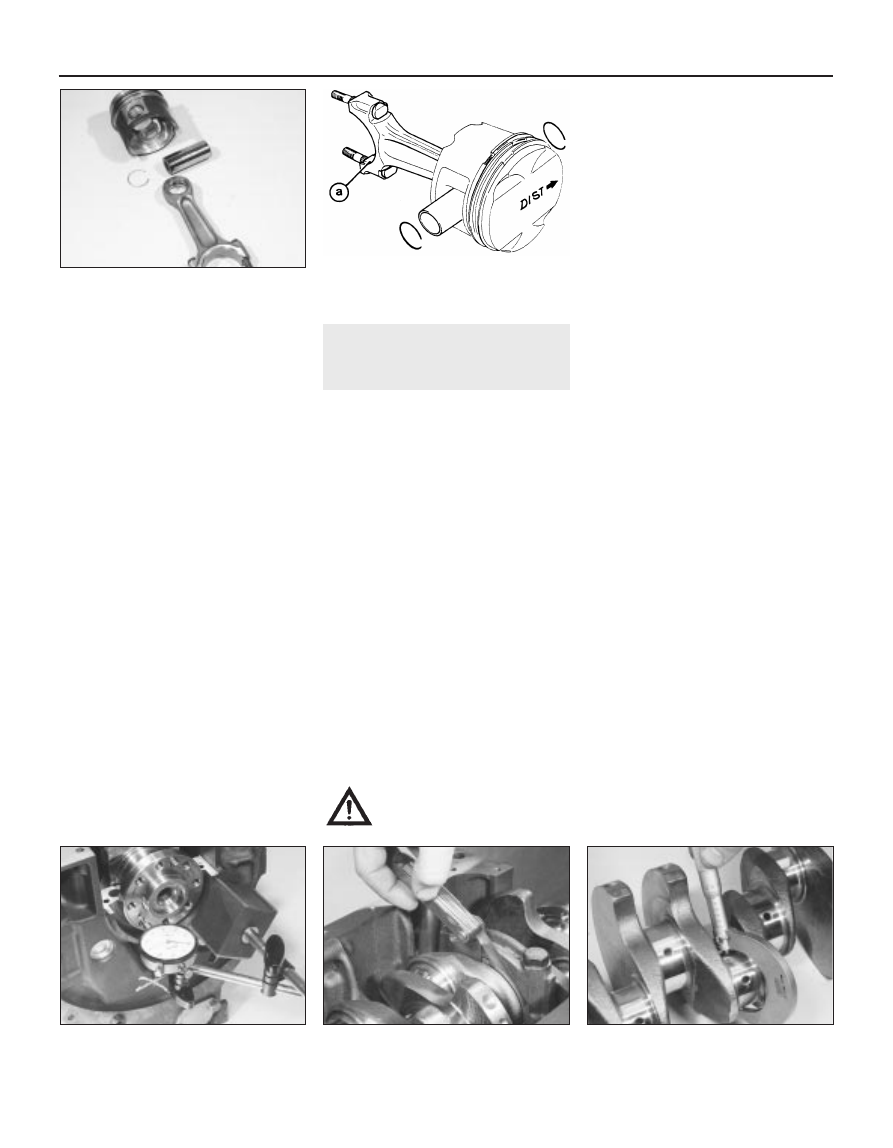
19 Position the piston so that the arrow on
the piston crown is positioned as shown in
relation to the connecting rod big-end bearing
shell cutouts (see illustration). Apply a smear
of clean engine oil to the gudgeon pin. Slide it
into the piston and through the connecting
rod small-end. Check that the piston pivots
freely on the rod, then secure the gudgeon pin
in position with two new circlips. Ensure that
each circlip is correctly located in its groove in
the piston.
14 Crankshaft - inspection
2
Checking crankshaft endfloat
1 If the crankshaft endfloat is to be checked,
this must be done when the crankshaft is still
installed in the cylinder block/crankcase, but
is free to move (see Section 11).
2 Check the endfloat using a dial gauge in
contact with the end of the crankshaft. Push
the crankshaft fully one way, and then zero
the gauge. Push the crankshaft fully the other
way, and check the endfloat. The result can
be compared with the specified amount, and
will give an indication as to whether new
thrustwashers are required (see illustration).
3 If a dial gauge is not available, feeler blades
can be used. First push the crankshaft fully
towards the flywheel/driveplate end of the
engine, then use feeler blades to measure the
gap between the web of No 2 crankpin and
the thrustwasher (see illustration).
Inspection
4 Clean the crankshaft using paraffin or a
suitable solvent, and dry it, preferably with
compressed air if available. Be sure to clean
the oil holes with a pipe cleaner or similar
probe, to ensure that they are not obstructed.
5 Check the main and big-end bearing
journals for uneven wear, scoring, pitting and
cracking.
6 Big-end bearing wear is accompanied by
distinct metallic knocking when the engine is
running (particularly noticeable when the
engine is pulling from low speed) and some
loss of oil pressure.
7 Main bearing wear is accompanied by
severe engine vibration and rumble - getting
progressively worse as engine speed
increases - and again by loss of oil pressure.
8 Check the bearing journal for roughness by
running a finger lightly over the bearing
surface. Any roughness (which will be
accompanied by obvious bearing wear)
indicates that the crankshaft requires
regrinding (where possible) or renewal.
9 If the crankshaft has been reground, check
for burrs around the crankshaft oil holes (the
holes are usually chamfered, so burrs should
not be a problem unless regrinding has been
carried out carelessly). Remove any burrs with
a fine file or scraper, and thoroughly clean the
oil holes as described previously.
10 Using a micrometer, measure the
diameter of the main and big-end bearing
journals, and compare the results with the
Specifications
(see illustration). By
measuring the diameter at a number of points
around each journal’s circumference, you will
be able to determine whether or not the
journal is out-of-round. Take the
measurement at each end of the journal, near
the webs, to determine if the journal is
tapered. Compare the results obtained with
those given in the Specifications. Where no
specified journal diameters are quoted, seek
the advice of a Peugeot dealer.
11 Check the oil seal contact surfaces at
each end of the crankshaft for wear and
damage. If the seal has worn a deep groove in
the surface of the crankshaft, consult an
engine overhaul specialist; repair may be
possible, but otherwise a new crankshaft will
be required.
12 At the time of writing, it was not clear
whether Peugeot produce oversize bearing
shells for all of these engines. On some
engines, if the crankshaft journals have not
already been reground, it may be possible to
have the crankshaft reconditioned, and to fit
14.10 Measuring a crankshaft big-end
journal diameter
2C•14 Engine removal and overhaul
13.15c Piston and connecting rod
components
14.3 Checking crankshaft endfloat
using feeler gauges
14.2 Checking crankshaft endfloat
using a dial gauge
13.19 On 16-valve engines, on refitting
ensure that the piston arrow is positioned
as shown, in relation to the connecting rod
bearing shell cutout (a)
Warning: Wear eye protection
when using compressed air!