Nissan Quest E52. Manual - part 587
CYLINDER HEAD
EM-97
< UNIT DISASSEMBLY AND ASSEMBLY >
[VQ35DE]
C
D
E
F
G
H
I
J
K
L
M
A
EM
N
P
O
Disassembly and Assembly
INFOID:0000000009652796
DISASSEMBLY
1.
Remove spark plug with spark plug wrench (commercial service tool).
2.
Remove valve lifter.
• Identify installation positions, and store them without mixing them up.
3.
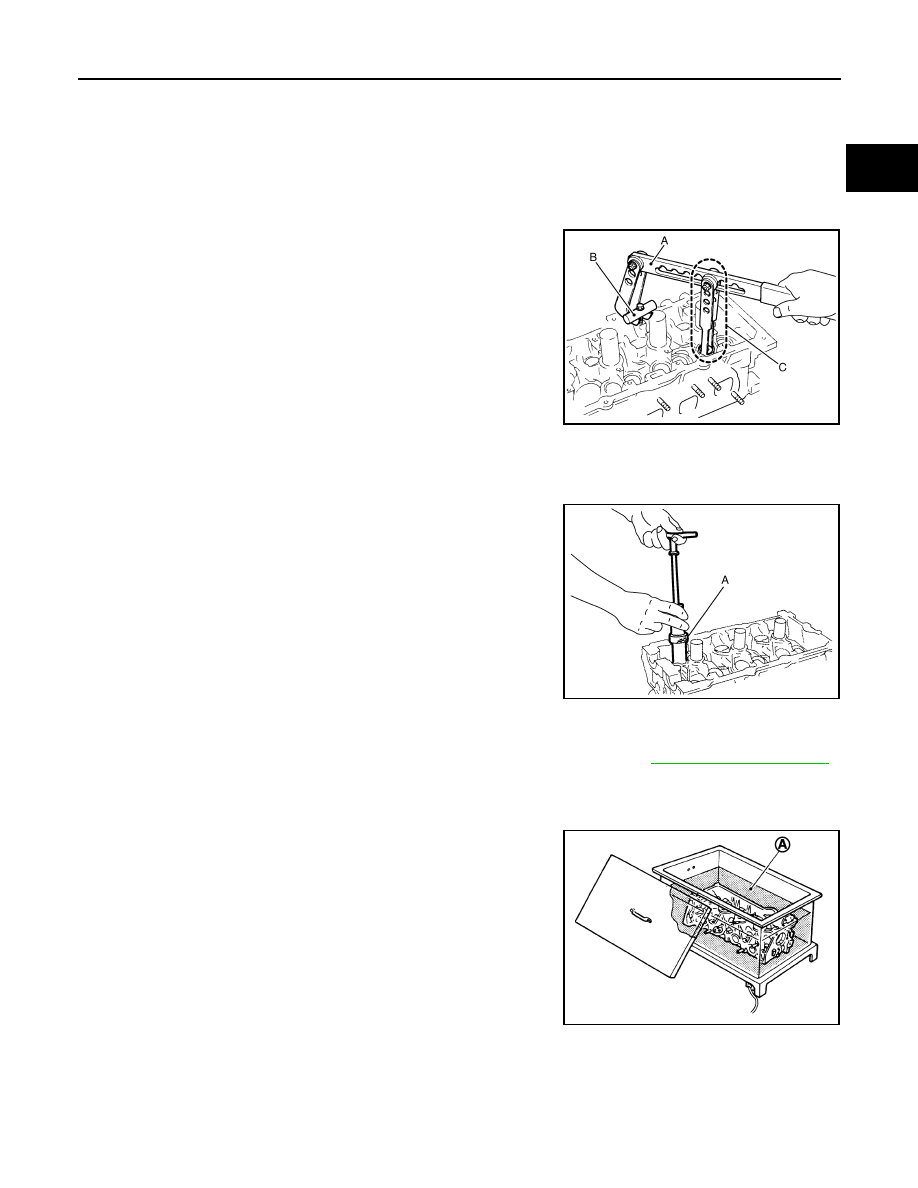
Remove valve collet.
• Compress valve spring with the valve spring compressor [SST:
KV10116200 (J-26336-A)] (A), the attachment [SST:
KV10115900 (J-26336-20)] (C) and the adapter [SST:
KV10109220 ( — )] (B). Remove valve collet with a magnet
hand.
CAUTION:
When working, take care not to damage valve lifter holes.
4.
Remove valve spring retainer, valve spring and valve spring seat.
5.
Push valve stem to combustion chamber side, and remove valve.
• Identify installation positions, and store them without mixing them up.
6.
Remove valve oil seal with the valve oil seal puller [SST:
KV10107902 (J-38959)] (A).
7.
Remove valve seat, if valve seat must be replaced.
• Bore out old seat until it collapses. Boring should not continue beyond the bottom face of the seat
recess in cylinder head. Set the machine depth stop to ensure this. Refer to
CAUTION:
Prevent to scratch cylinder head by excessive boring.
8.
Remove valve guide, if valve guide must be replaced.
a.
To remove valve guide, heat cylinder head to 110 to 130
°
C (230
to 266
°
F) by soaking in heated oil (A).
JPBIA0180ZZ
JPBIA0177ZZ
JPBIA0184ZZ