Nissan Primera P11. Manual - part 428
4.
Measure outside diameter “Dp” of crankshaft pin journal.
5.
Calculate connecting rod bearing clearance.
Connecting rod bearing clearance = C − Dp
Standard:
0.031 - 0.055 mm (0.0012 - 0.0022 in)
I
If it exceeds the limit, replace the bearing.
I
If crankshaft pin journal is worn or shows any abnormality,
regrind crank pin and use undersized bearings to maintain the
specified oil clearance.
I
Refer to SDS for regrinding diameter of crankshaft pin and
available service parts (EM-200).
I
When regrinding crankshaft pin, do not grind fillet-roll.
Selective connecting rod bearing
I
If either bearings or crankshaft are being replaced with new
ones, select connecting rod bearings according to the follow-
ing table. Grade numbers are punched in either Arabic or
Roman numerals.
Crankshaft pin journal grade number
0
1
2
Connecting rod bearing grade
number
0
1
2
Identification color
Grade 0: Black
Grade 1: Yellow
Grade 2: Blue
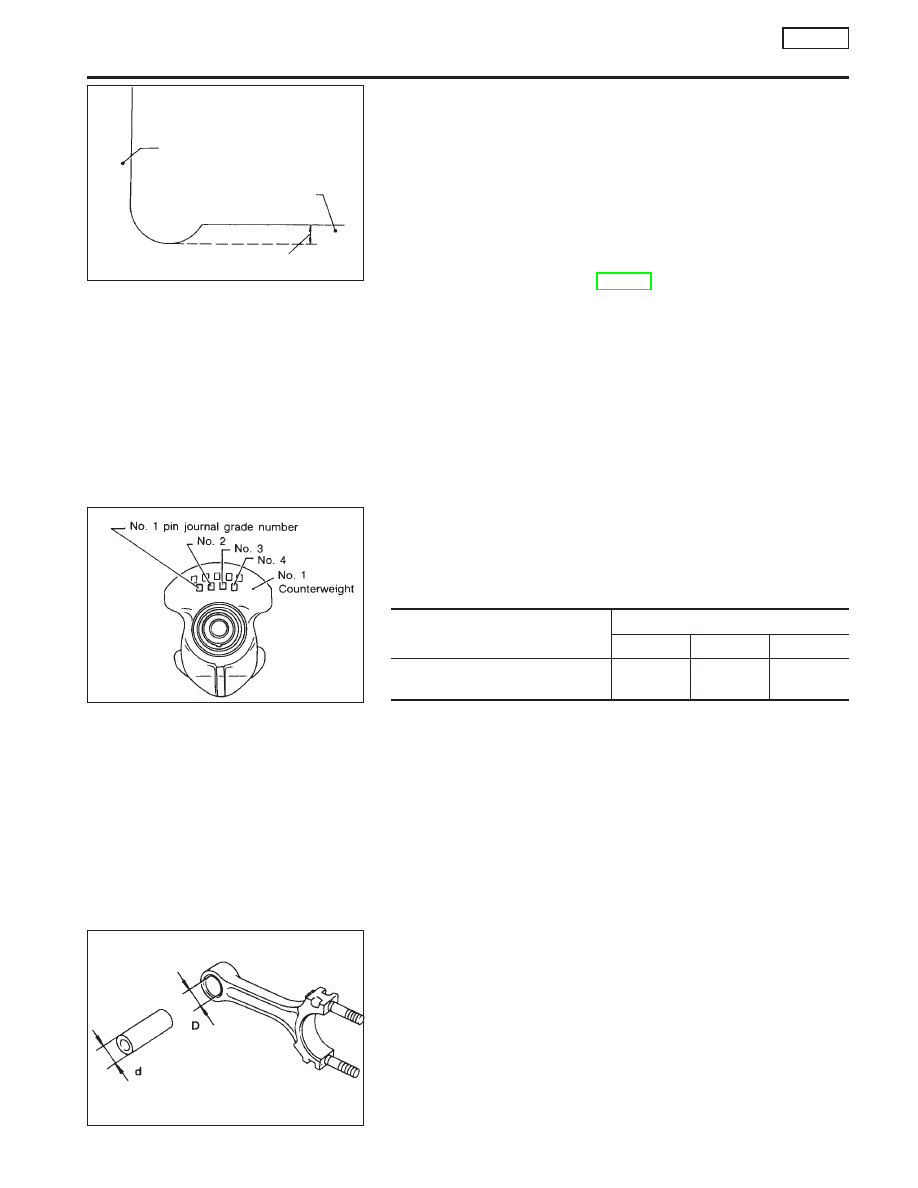
CONNECTING ROD AND PISTON PIN CLEARANCE
(Small end)
Clearance (D − d):
0.025 - 0.044 mm (0.0010 - 0.0017 in)
I
If clearance exceeds the specifications, replace the bearing.
SEM361D
Counter weight
Pin journal
.
Maintain more than 0.13 mm (0.051 in)
SEM705D
SEM575B
Clearance = D − d
CYLINDER BLOCK
CD20T
Inspection (Cont’d)
EM-171