Almera Tino V10 (2003 year). Manual - part 32
ASSEMBLY
AT-497
[ALL]
D
E
F
G
H
I
J
K
L
M
A
B
AT
ASSEMBLY
PFP:00000
Assembly (1)
ECS009CU
1.
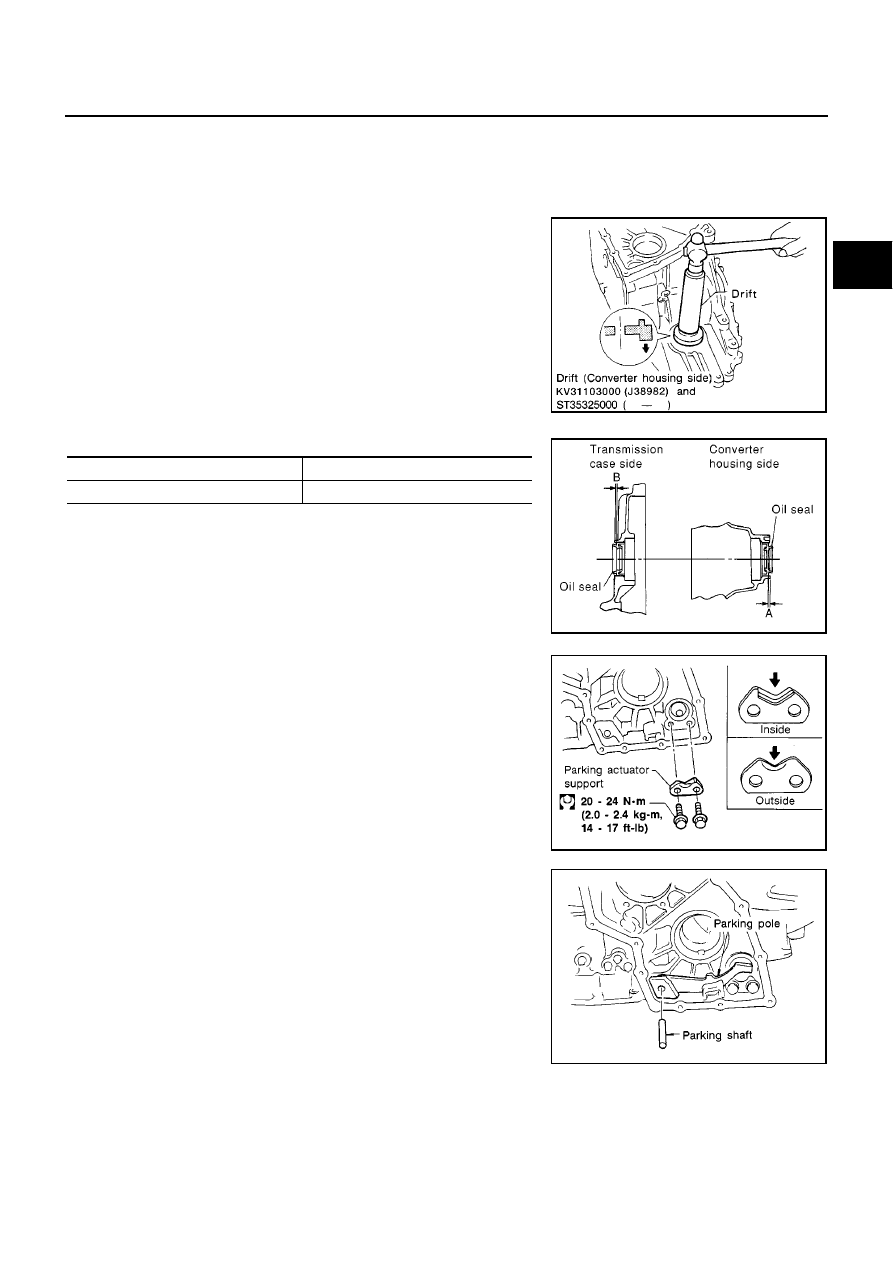
Install revolution sensor onto transmission case.
Always use new sealing parts.
2.
Install differential side oil seals on transmission case and con-
verter housing, so that “A” and “B” are with in specification.
Unit: mm (in)
3.
Install parking actuator support to transmission case.
●
Pay attention to direction of parking actuator support.
4.
Install parking pawl on transmission case and fix it with parking
shaft.
AAT695
A
B
5.5 - 6.5 (0.217 - 0.256)
−
0.5 to 0.5 (
−
0.020 to 0.020)
MCIB9018E
SAT328D
SAT329D