Nissan Teana J32. Manual - part 500
EM-124
< DISASSEMBLY AND ASSEMBLY >
CYLINDER BLOCK
• If the measured value exceeds the limit, or if there are scratches
and/or seizure on the cylinder inner wall, hone or rebore the inner
wall.
• Oversize piston is provided. When using oversize piston, rebore
cylinder so that the clearance of the piston to cylinder bore satis-
fies the standard.
CAUTION:
When using oversize piston, use oversize pistons for all cylin-
ders with oversize piston rings.
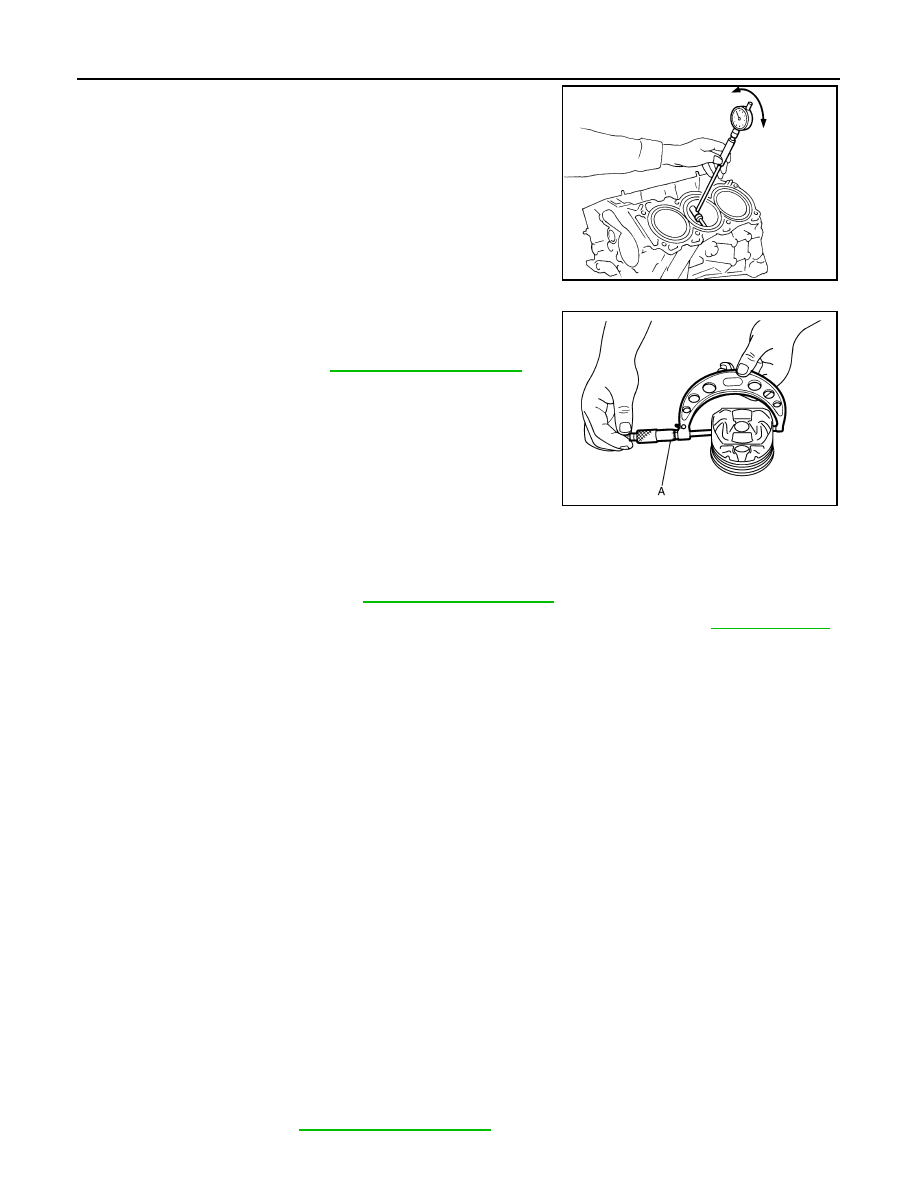
Piston Skirt Diameter
Measure the outer diameter of piston skirt with a micrometer (A).
Piston-to-Cylinder Bore Clearance
Calculate by piston skirt diameter and cylinder bore inner diameter [direction (B), position (D)].
(Clearance) = (Cylinder bore inner diameter) – (Piston skirt diameter).
• If the calculated value exceeds the limit, replace piston and piston pin assembly. Refer to
Reboring Cylinder Bore
1.
Cylinder bore size is determined by adding piston to cylinder bore clearance to piston skirt diameter.
2.
Install main bearing caps and main bearing beam, and tighten to the specified torque. Otherwise, cylinder
bores may be distorted in final assembly.
3.
Cut cylinder bores.
NOTE:
• When any cylinder needs boring, all other cylinders must also be bored.
• Do not cut too much out of cylinder bore at a time. Cut only 0.05 mm (0.0020 in) or so in diameter at a
time.
4.
Hone cylinders to obtain the specified piston to cylinder bore clearance.
5.
Measure finished cylinder bore for the out-of-round and taper.
NOTE:
Measurement should be done after cylinder bore cools down.
CRANKSHAFT MAIN JOURNAL DIAMETER
• Measure the outer diameter of crankshaft main journals with a micrometer.
Oversize (O/S)
: 0.2 mm (0.008 in)
SEM843E
Measure point
: Refer to
.
Standard
JPBIA0227ZZ
Standard and limit
: Refer to
.
Rebored size calculation: D = A + B – C
where,
A: Piston skirt diameter as measured
B: Piston to cylinder bore clearance (standard value)
C: Honing allowance 0.02 mm (0.0008 in)
D: Bored diameter
Standard
: Refer to