содержание .. 482 483 484 485 ..
Nissan Murano Z51. Manual - part 484
DLN-70
< UNIT DISASSEMBLY AND ASSEMBLY >
[TRANSFER: TY20A]
DRIVE PINION
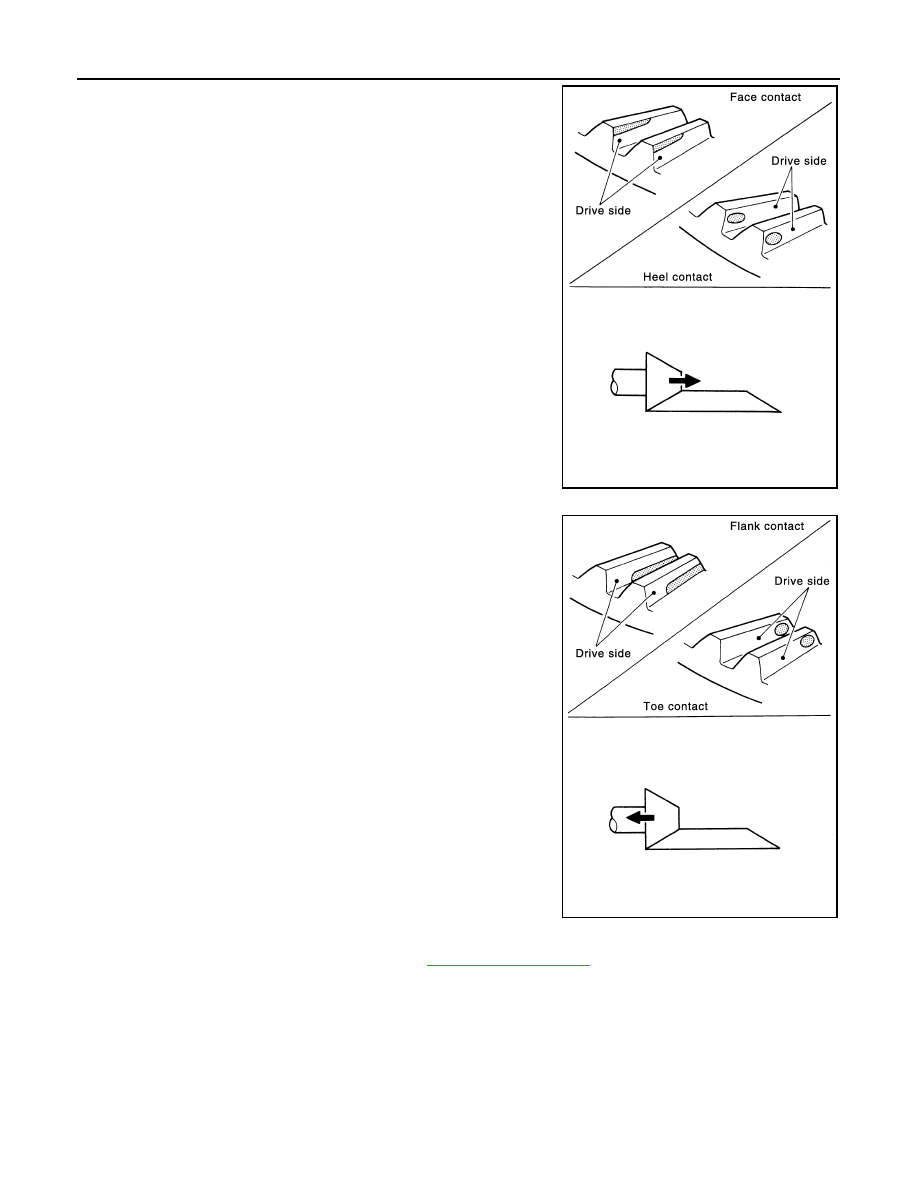
• If the tooth contact is near the face (face contact), or near the
heal (heel contact), thin the pinion sleeve shims to move the
drive pinion closer to the drive gear.
• If the tooth contact is near the flank (flank contact), or near the
toe (toe contact), thicken the pinion sleeve shims to move the
drive pinion farther from the drive gear.
PINION BEARING PRELOAD
1.
Remove the pinion sleeve assembly. Refer to
.
2.
Rotate the companion flange back and forth 2 to 3 times. Check for unusual noise, rotation malfunction,
and other malfunctions.
3.
Rotate the companion flange at least 20 times to check for smooth operation of the bearing.
SDIA0518E
SDIA0519E