Mitsubishi Outlander XL. Manual - part 44
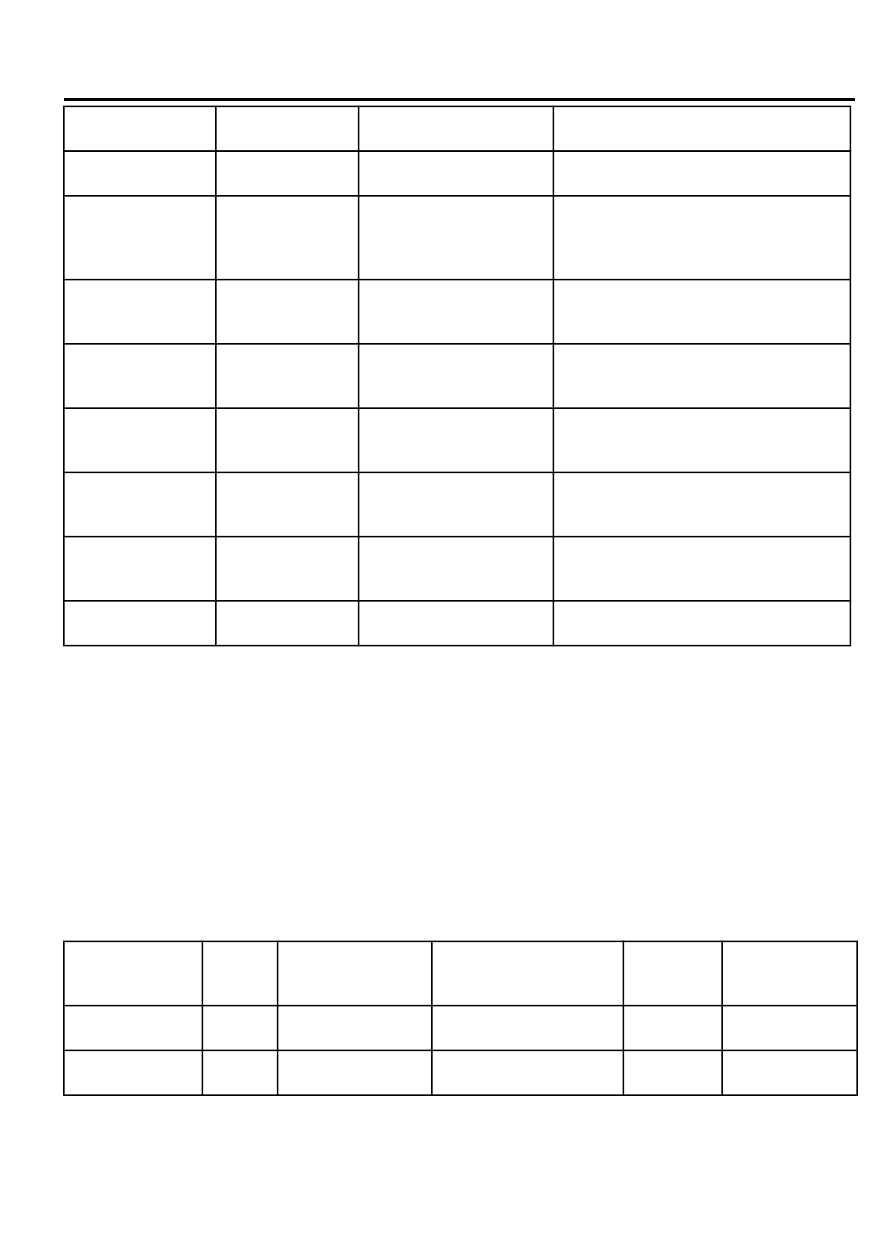
Material name
Abbreviation
Heat-deformation
temperature °C (°F)
Where mainly used
Polyvinyl chloride,
Polyurethane
PVC, PUR-E
*2
Instrument panel pad
Thermoplastic
elastomer
(styrene), Talc filled
polypropylene
TES, PP-TD
100 - 120 (212 - 248)
Side splash
Polycarbonate
+
Acrylonitrile
butadiene
PC + ABS
120 - 125 (248 - 257)
Door outside handle
Polycarbonate
+
Polyethylene
terephthalate
PC + PET
120 (248)
Door outside handle
Polycarbonate
+
Polybutylene
terephthalate
PC + PBT
130 - 140 (266 - 284)
Door outside handle
Polyphenylene
ether + Polyamide
6
PPE (PPO) + PA6 150 - 160 (302 - 320)
Wheel cover
Polyphenylene
ether + Polyamide
66
PPE (PPO) +
PA66
160 - 170 (320 - 338)
Wheel cover
Polyphenylene
ether + Polystyrene
PPE (PPO) + PS 120 - 130 (248 - 266)
Wheel cover
NOTE:
⦆
A slash (/) in the abbreviation indicates that two
different materials make two-layer construction.
A plus sign (+) indicates that the two different
materials mix each other.
⦆
If the new material symbols designated by the ISO
differ form the old symbols, both are given, with the
old symbol being enclosed in brackets. ISO:
International Organization for Standardization
⦆
*1: Temperature differs depending on the ratio of
the materials included.
⦆
*2: Impossible to fix the temperature due to the
multi-layer and foam material structure.
⦆
If an infra-red light is used for drying, use a heat-
resistant cover, etc., to protect parts.
HOW TO DISTINGUISH TYPES OF PLASTICS
M40900000170USA0000010000
There are various methods that can be employed to
determine types of plastics, among them (1) using a
chemical solvent, etc., to check it chemically, (2)
scratching the material to determine its make-up, (3)
cutting of a small piece (where the scar can't be seen)
and burning it to judge by the way it burns, etc. The
following is an outline of the burning method, which is
a relatively simple method.
Plastic name
Abbrevi
ation
Flame color
Combustion
conditions
Self-
extinguishi
ng
Odor
Polyvinyl chloride PVC
Yellow flame top
Blue flame bottom
Burns to black residue
Yes
Irritating
acid
odor
Polyethylene
PE
Yellow flame top
Blue flame bottom
Burns
cleanly
while
melting
No
Candle-like odor
BASE OF BODY REPAIR
9-35
BODY REPAIR