Mitsubishi Outlander XL. Manual - part 42
Alternately repeat hammering and filing until there are file
traces over the entire repair area.
6.
Make a solder build-up at the repair.
7.
Finally, finish up the solder build-up using a body file.
USING A FRAME STRAIGHTENER
M40900000130USA0000010000
For serious and extensive damage, when for example
the damage extends to the frame of members, it is
necessary to first use a frame straightener to make a
rough, overall repair of the body, and then to proceed
to careful repairs of each individual area of damage.
When a frame straightener is used for body repairs, it
is a fundamental principle that the pulling should be in
the direction from which the impact was sustained,
and from the opposite direction. If this is, in error, not
done, previously undamaged components will be
deformed, and repair may become impossible.
It is for that reason that it is important to decide upon
the method of repair, especially regarding the initial
overall repair, by following the steps below.
OVERALL ROUGH REPAIRS
1.
First, analyze the impact. This means analysis and
consideration of the point of collision, the speed at
the time of collision, and the strength, weight and
shape of the object hit.
2.
Then get a complete understanding of the condition
of the existing damage. In particular, if the damage
extends to the suspension installation components,
an inspection must be made to determine whether
or not there is any deviation of the frame or body
alignment.
3.
Finally, determine what repair methods should be
used.
⦆
To what extent will frame straightening and other
overall repairs be necessary in order to restore the
damaged areas to the way they were?
⦆
At what stage of the repairs should panels adjoining
the components to be frame straightened, etc., be
removed?
⦆
Decide upon the work steps and restoration
methods to be followed after the rough, overall
repairs are completed.
Select the frame straightener based upon the results
of above, and use it to pull in the appropriate direction.
More than one direction may be appropriate,
depending upon the damage.
If the damage is of a moderate degree or less, it may
be possible to do all that is necessary in one pull.
If, however, the damage is major, that is to say if
repairs must be made to components of the
passenger compartment such as the dash panel, etc.,
it may be necessary, after completing the first pull, to
set up the frame straightener at a different position
and use it again at that position.
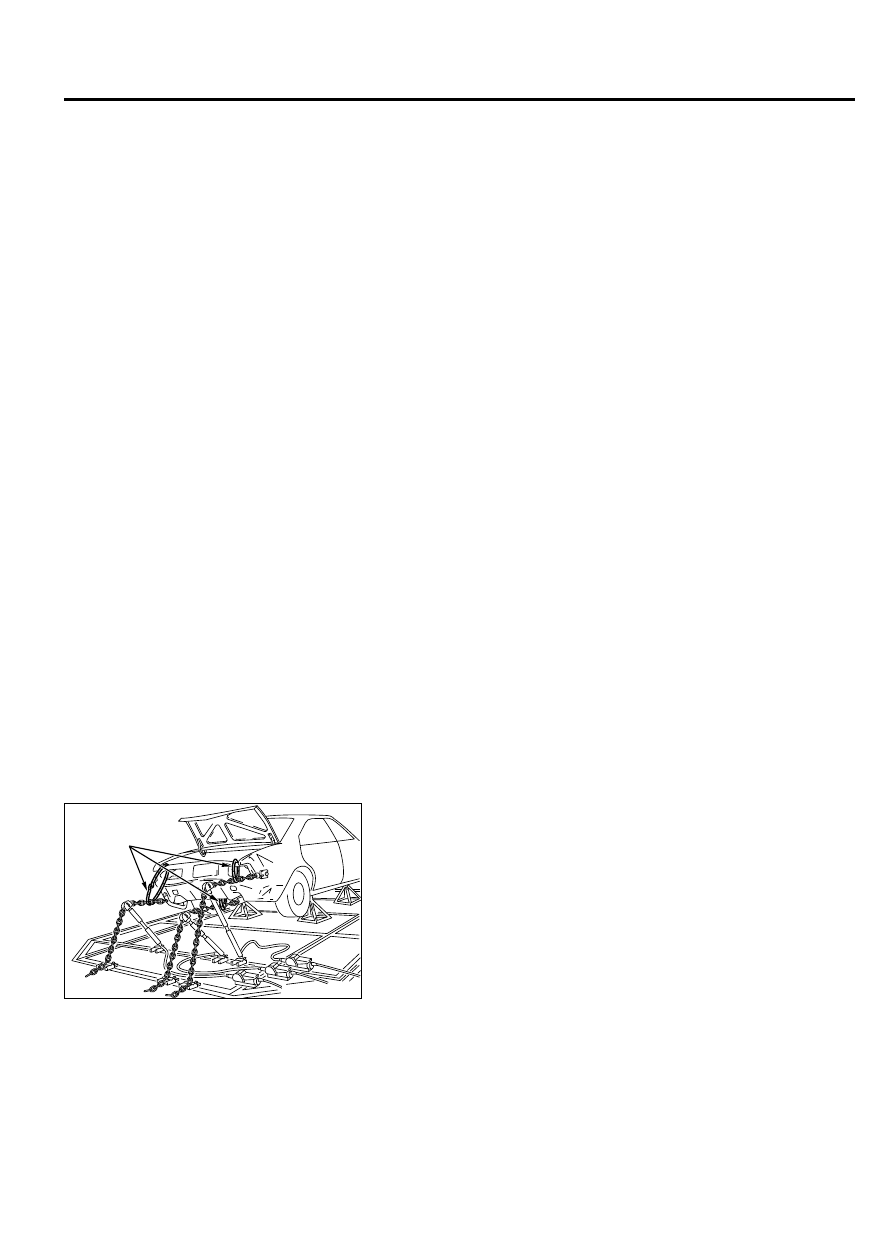
FRAME STRAIGHTENING NOTES
ZB6002470000
Wires for
protection
⦆
For safety, no one must be standing in the direction of the pull.
⦆
Wires or chains should be used for protection in the event of
an accident.
⦆
For frame straightening of body with frame, care should be
taken regarding the position (body mount) of installation to the
frame. The reason for this is that usually mounting rubber
pieces are used at the installation part in order to improve
vibration prevention, and these mounting rubber pieces might
be deformed if there is a deviation of the installation position.
BASE OF BODY REPAIR
9-27
BODY REPAIR