Mitsubishi Galant (2004+). Manual - part 33
WELDING
TSB Revision
BASE OF BODY REPAIR
9-11
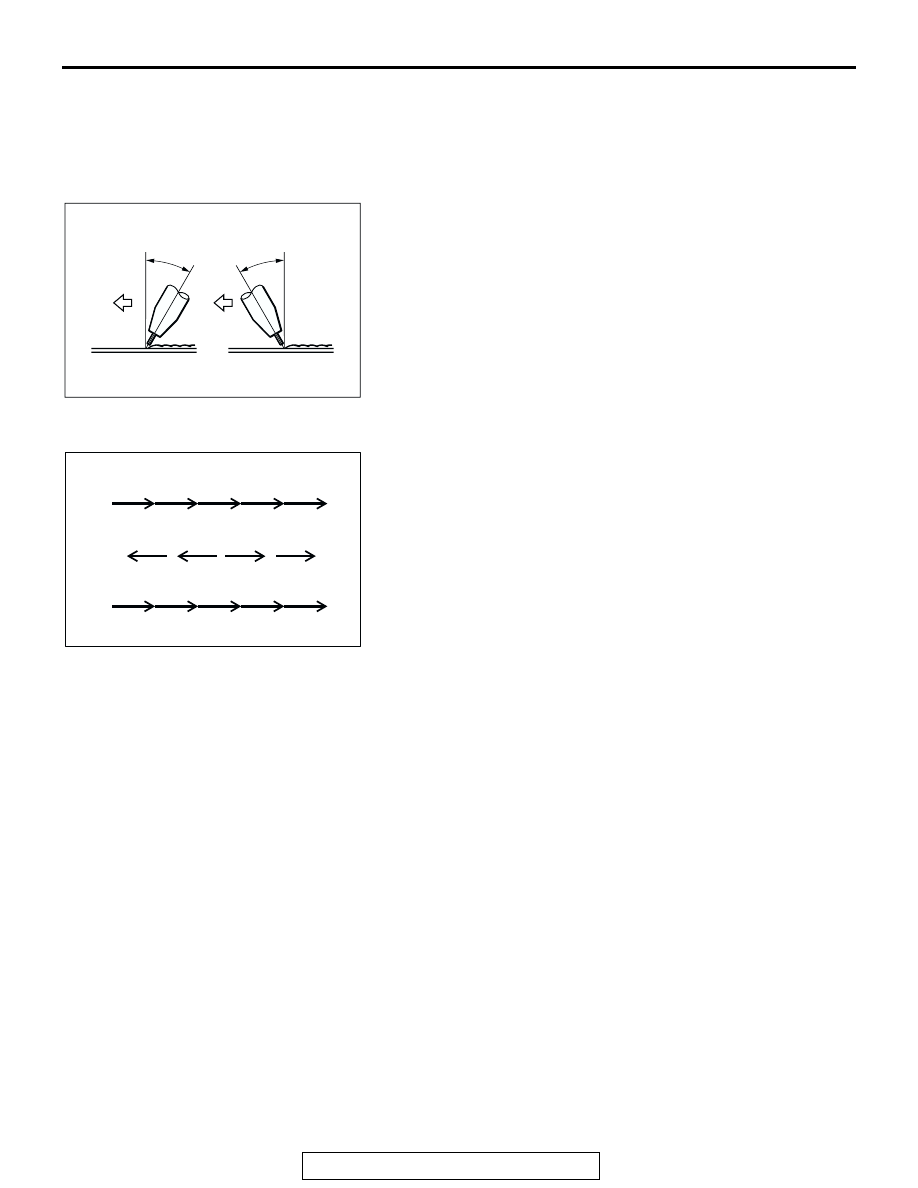
Torch angle and welding technique
There are two welding techniques: forehand welding and back-
hand welding.
Forehand welding: Penetration is shallow and the bead is flat.
Backhand welding: Penetration is deep and the bead has a
convex shape.
The angle of the torch should be 15
−
30 degree angle for
either technique, and the tip should be maintained at a distance
of 6
−
10 mm (0.2
−
0.4 inch) from the surface being welded.
.
Preventing warping
1. Backhand technique
Because the direction for each weld pass and that for the
fusion progression are opposite, the residual stress is
evenly distributed.
2. Symmetrical technique
Because the welds are made in symmetrical positions in
relation to the center of the joint, the residual stress is also
symmetrical.
3. "Stepping stone" technique
Because the welds are made at random positions, the
residual stress is the most evenly distributed; however, the
possibility of flaws at the starting and stopping points is rela-
tively high.
NOTES REGARDING MIG WELDING
Note the following notes regarding MIG welding.
1. The surface to be welded must be perfectly
clean; be sure to remove any non-conductive
paint.
2. If the end of the wire forms into a ball, it will
adversely affect the formation of the arc; cut the
end off with a pair of wire snips or a similar tool.
3. Select a welding current to match the thickness of
the panels being welded.
4. For continuous welding, maintain a constant weld
speed and keep both the height and the width of
the bead constant.
In addition, the tack welding pitch and the welding
bead should be shorter as the thickness of the
panels being welded decreases.
AB301457
15 – 30˚
15 – 30˚
FOREHAND
TECHNIQUE
BACKHAND
TECHNIQUE
AB
AB200043 AB
ANTI-WARP WELDING TECHNIQUES
1.
2.
3.
BACKHAND TECHNIQUE
SYMMETRICAL TECHNIQUE
"STEPPING STONE" TECHNIQUE
5
4
3
2
1
5
4
3
2
1
4
3
2
1