Mitsubishi Evolution X. Manual - part 46
ALUMINUM PANEL
TSB Revision
WELDED PANEL REPLACEMENT
3-54
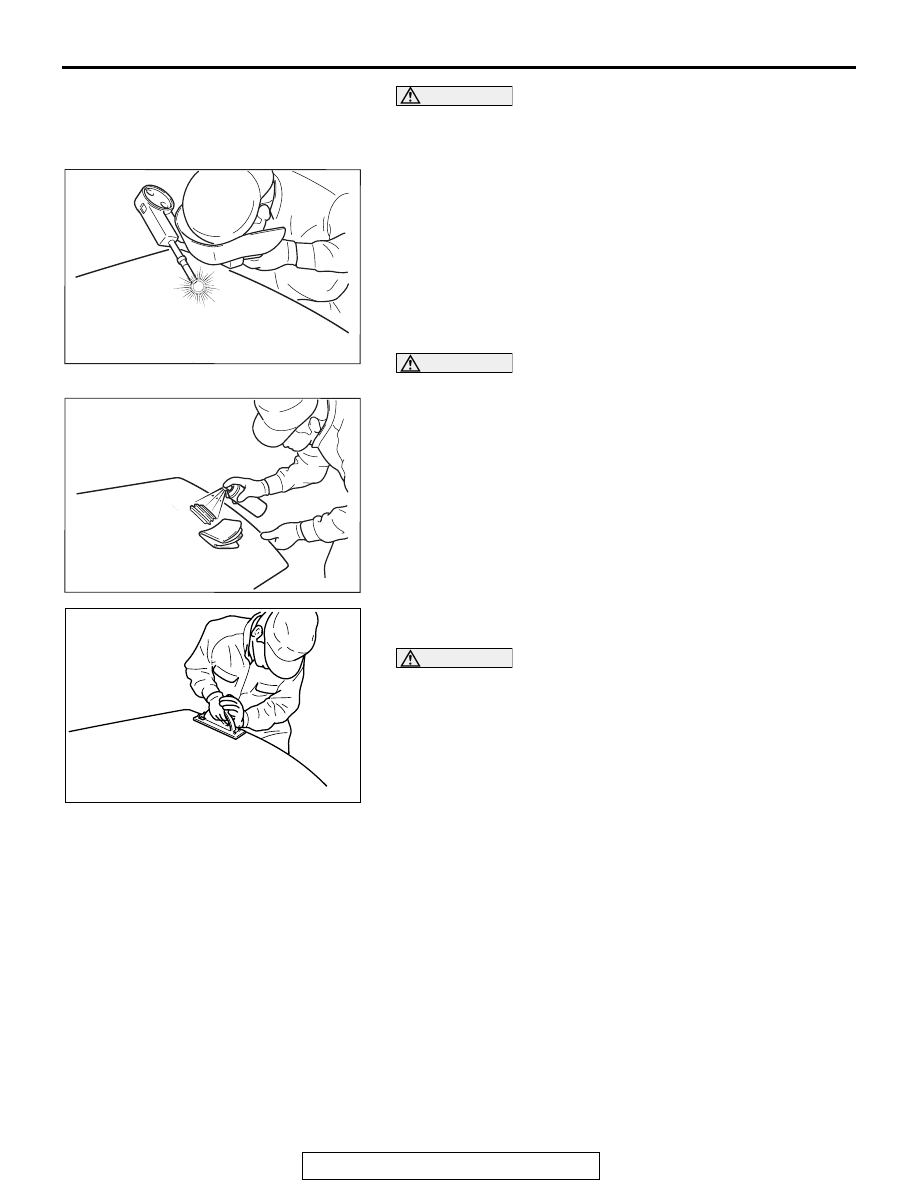
CAUTION
To minimize distortion and meltdown, divide a welding
area into several short segments, and weld one segment at
a time.
2. Welding: Use an aluminum dedicated welding machine or a
shared welding machine for aluminum and steel sheet for
the operation.
Wire diameter: 0.8 or 1.0 mm (0.031 or 0.039 inch)
(1) Degrease the welding area by white gasoline or the like.
(2) Remove the oxide coat from the welding area, including
its back, with a stainless steel wire brush just before
welding. Welding shall be started as soon as the oxide
coat is removed.
CAUTION
Do not over-grind the base of the panel.
3. Refinish the welding area by a #100-grit disk sander, and
then check for any faulty welding by the visible dye
penetrate testing.
4. Check for distortion: Grind the surface with #80 to #120-grit
sandpaper and then check for distortion.
CAUTION
• The heating temperature should be approximately
250
°C (482°F).
• Pay particular attention to heating, because it is melted
without discolouration by heat.
• Cover the vicinity of the area to be heated with a wet
rag or the like to prevent temperature rise and influence
of heat (distortion).
• Do not use a draw hammer for steel sheets because it
may cause the panel crack.
5. Remove distortion by the draw correction procedure with a
flattening hammer and a burner.
AB202118 AB
AB202117AB
AB202113
AB